Academia.edu no longer supports Internet Explorer.
To browse Academia.edu and the wider internet faster and more securely, please take a few seconds to upgrade your browser .
Enter the email address you signed up with and we'll email you a reset link.
- We're Hiring!
- Help Center


" Modelling and Optimization of Laser Cutting-Thesis

Related Papers
International Journal of Engineering Research and Technology (IJERT)
IJERT Journal
https://www.ijert.org/experimental-analysis-of-laser-cutting-machine https://www.ijert.org/research/experimental-analysis-of-laser-cutting-machine-IJERTV10IS040093.pdf LASER(Light Amplification by Stimulated Emission of Radiation) cutting is one of the best technology developed for the cutting, drilling, micro machining, welding, sintering and heat treatment. It is one of the thermal energy based unconventional process used for cutting of complex profile materials with high degree of precision and accuracy. All cutting parameters have significant influence on quality work. The aim of this study is to relate the CO2 laser cutting parameters such as laser power and cutting power. The laser beam is typically 0.2mm in diameter with a power of 1-10 kW. Depending on the application selection of different gases are used in conjunction with cutting. Increasing the frequency and the cutting speed, decrease the kerf width and the roughness of cut surface, while increasing the power and gas pressure increases the kerf width and roughness. The relation between the input parameters and the response were investigated. The performance of laser cutting process mainly depends on laser parameter. Laser has been an important tool in the modern industries. Due to its unique properties such as high power density , monochromaticity, coherency and directionality laser has a wide variety of application. It application involves in material processing, medicine, research and development, communications and measurements to name a few. The attractive features of laser machining includes:-Narrow Kerf width and material saving-narrow heat affected zone and low thermal distortiom-non contact process and no tool wear-soft tooling and simple fixturing-easy automation
Thin solid films
GIAMPAOLO CAMPANA
Although striations and dross are the most significant quality factors in laser cutting operations, the mechanics of their formation is not yet entirely clear. In this paper striation and dross formation are analysed by means of an analytical model which, by considering mass, force and energy balances, evaluates the 3D geometry of the cutting front, and the geometry and temperature fields of the melt film. On this basis, an interpretation for the striation pattern based on the evolution of the melt film is proposed, thus allowing prediction of the well-known transition from single slope at low process speeds to double slope at high speeds. In the same way, the effect of the assistant gas pressure is predicted, in accordance with experimental observations by many authors. The mechanics of dross formation is also discussed, by introducing the kinetic energy of the melt film and relating it to the local temperature.
Professor Mohamed H . Gadallah , Eng.hany mohamed
ABSTRACT Taguchi's parameter design is a systematic approach to optimize process performance, quality and cost. Laser beam cutting (LBM) is a non-traditional machining process widely used for cutting, drilling, marking, welding, sintering, and heat treatment. The objective of this study is to apply Taguchi optimization methodology to optimize Laser beam cutting parameters of Stainless steel (316L) to achieve optimal Average Kerf Taper (Ta), Surface Roughness (Ra) and Heat affected zone (HAZ). A series of experiments are conducted using (LBM) to relate machining parameters to several quality responses. Analysis of variance (ANOVA), Analysis of mean (ANOM), Orthogonal array (L27OA) and signal to noise ratio are employed to analyze the influence of process parameters. The machining parameters are machining on power (Watt), oxygen pressure (MPa), pulse frequency (Hz) and cutting speed (cm/min). Another objective is to build mathematical models for average kerf taper and average surface roughness as function of significant process parameters using Response Surface Methodology (RSM). Experimental results for both S/N ratio and mean response values show that power, oxygen pressure, and cutting speed are the most significant parameters that influence Kerf taper at confidence levels 99%, 95%, and 90% respectively. On the other hand, power and oxygen pressure are the significant parameters that influence average surface roughness at confidence levels 99%95%, and 90% respectively, consequently both the power and pressure of oxygen are the criteria that affect the impact of the heat affected zone at confidence levels 99%, 95%, and 90% respectively. RSM models are developed for mean responses, S/N ratio, and standard deviation of responses. Optimization models are formulated as single objective problem subject to process constraints. Models are formulated based on Analysis of Variance (ANOVA) via optimization toolbox MATLAB. Optimum solutions are compared with Taguchi Methodology results. Further validation experiments are carried to verify developed models with success.
Shrenik Sanghavi
Laser cutting is mostly a thermal process in which a focused laser beam is used to melt material in a localized area. A co-axial gas jet is used to eject the molten material from the cut and leave a clean edge. A continuous cut is produced by moving the laser beam or work piece and leave a clean edge. A particular characteristic of a laser cut is the formation of striations on the cut edge. These striations play an important part in laser cutting as they effectively control the edge roughness. Laser Beam Machining is widely used manufacturing technique utilized to perform cutting, engraving and welding operations on a wide variety of materials ranging from metals to plastics. In the present work an attempt has been made to study the effect of process parameters such as feed rate, input power and standoff distance on the quality of the machined surface using laser beam on mild steel and stainless steel. The quality of cut is assessed in terms of response parameters such as upper kerf...
IOP Conference Series: Materials Science and Engineering
Mircea Viorel Dragoi
The efficiency of laser cutting processes is generally treated in technical literature in qualitative terms, referring to ways to increase it. The present paper is focussed on metal cutting by laser and proposes some quantitative means to estimate the process efficiency. For certain working conditions – machine-tool, material to be processed, specific costs and other – the effectiveness and the specific power consumption are computed based on the main cutting parameters: laser power and cutting speed. The proposed mathematical relationship can be successfully used when the criterion of process optimization is the environment friendliness. A relevant case study is presented, as well. When significant different samples are to be compared, the criterion used to evaluate laser cutting efficiency becomes very important.
abbas abbas
Mohamed Sobih
Laser cutting has been widely applied to materials with uniform thickness profiles. The aim of this study is to explore the problems and effects of cutting non-uniform metallic sheets. Mild steel sheets between 2-3 mm thickness with steps of 0.25 mm were cut using both COB 2 B and Nd:YAG lasers with equivalent cutting parameters and in 4 different cutting arrangements: a) thin-to-thick from the flat side; b) thick-to-thin from the flat side; c) thin-to-thick from the stepped side; and d) thick-to-thin from the stepped side. Quality of cut was examined in terms of dross attachment, surface roughness, perpendicularity, kerf width, and striation height. The work shows that variation in workpiece thickness affects the cut surface quality due to several factors related to irradiance and assist gas flow. In some situations these effects can be minimized within certain tolerances.
Lyubomir Lazov
Abstract: For production of lamellae for rotor and stator packages, as well as for transformers by means of laser cutting it is necessary to do preparatory experimental research in order to optimize the process. Investigations of the influence of the variation of laser power radiation and cutting velocity over the geometry of the cut are presented. Series of experiments were made with laser system TruLaser 1030 on samples of electrical steel (types M250-35A and M530-50A). An assessment of experimental results is made taking into account the cut quality requirements in accordance with the standard for cutting of thin materials.
Sergey Yaresko
The method of final elements in 3D statement has solved a task of modeling process of laser hardening the top of the cutting wedge. The parametrical finite element model considering geometrical features of the cutting tool is developed. The optimum modes of laser machining are defined.
Laser Physics
RELATED PAPERS
Boaz Nishri
L. Alderson
balqis adedokun
Revista Española de Investigaciones Sociológicas
Eduard Carrera
Journal of controlled release : official journal of the Controlled Release Society
Gordon Laurie
Aaron Christian
Clinical Cancer Research
Dale Ludwig
brenda rice
Anais do X Workshop de Visualização, Evolução e Manutenção de Software (VEM 2022)
RUBEN SILVA
International Journal of …
taleb Abdeslam
Foresic Research & Criminology International Journal
Servio Reis
하이클래스카지노〃〃GCN333。COM〃〃마카오카지노위치
Journal of Ethnopharmacology
Maria Iorizzi
Raluca Popescu
Bulletin of the American Meteorological Society
Patrick Market
Veronika Luca Kovács
Biology Direct
Ephemeris Napocensis
Ioan Cristian Cireap
Journal of Aquaculture & Marine Biology
Race Revista De Administracao Contabilidade E Economia
- We're Hiring!
- Help Center
- Find new research papers in:
- Health Sciences
- Earth Sciences
- Cognitive Science
- Mathematics
- Computer Science
- Academia ©2024
Message placeholder
1. Introduction and background
2. taguchi methodology, 3. experimentation, 4. design of experiments and taguchi method, 5. response surface methodology (rsm), 6. results and analysis, 7. rsm for the kerf taper ( t a ) and the average surface roughness ( r a ), 8. validation of models, 9. verification experiments, 10. critique of methodology, 11. conclusions, acknowledgments.
- List of tables
- List of figures
Research Article
Modeling and optimization of laser cutting operations
Mohamed Hassan Gadallah 1 * and Hany Mohamed Abdu 2
1 Mechanical Design & Production Engineering Department, Faculty of Engineering, Cairo University Egypt, 12316 Cairo, Egypt 2 Production Engineering & Design Department, Faculty of Engineering, Minia University, 61516 Minya, Egypt
* e-mail: [email protected]
Received: 4 June 2015 Accepted: 22 August 2015
Laser beam cutting is one important nontraditional machining process. This paper optimizes the parameters of laser beam cutting parameters of stainless steel (316L) considering the effect of input parameters such as power, oxygen pressure, frequency and cutting speed. Statistical design of experiments is carried in three different levels and process responses such as average kerf taper ( T a ), surface roughness ( R a ) and heat affected zones are measured accordingly. A response surface model is developed as a function of the process parameters. Responses predicted by the models (as per Taguchi’s L 27 OA) are employed to search for an optimal combination to achieve desired process yield. Response Surface Models (RSMs) are developed for mean responses, S/N ratio, and standard deviation of responses. Optimization models are formulated as single objective optimization problem subject to process constraints. Models are formulated based on Analysis of Variance (ANOVA) and optimized using Matlab developed environment. Optimum solutions are compared with Taguchi Methodology results. As such, practicing engineers have means to model, analyze and optimize nontraditional machining processes. Validation experiments are carried to verify the developed models with success.
Key words: Optimization / Laser cutting / Kerf width / Taguchi technique / Response surface methodology / Design of experiments
© M.H. Gadallah and H.M. Abdu, Published by EDP Sciences, 2015

Nomenclature
LBM: Laser beam machining
RSM: Response surface methodology
DOE: Design of experiments
T a : Kerf taper
R a : Average surface roughness
Nd:YAG: Neodymium:yttrium-aluminum-garnet
S/N: Signal to noise ratio
OA: Orthogonal array
L 27 OA: Orthogonal array of 27 experiments
ANOVA: Analysis of variance
ANOM: Analysis of means
X 1 : Power
X 2 : Assist gas pressure
X 3 : Pulse frequency
X 4 : Cutting Speed
Laser Beam Cutting (LBC) is an important nontraditional cutting process. It is used to shape engineering materials with complex shapes and strict design and performance functional requirements. The process is used for cutting, drilling, marking, welding, sintering and heat treatment processes [ 1 ]. Applications of laser sheet cutting include aerospace, automobile, shipbuilding, electronic and nuclear industries. The intense laser light is capable to melt almost all materials [ 2 ]. Laser cutting is a thermal energy based non-contact process, therefore does not require special fixtures and jigs to hold the work piece. In addition, it does not need expensive or replaceable tools to produce mechanical force that can damage thin, intricate and delicate work pieces [ 3 ]. The effectiveness of laser cutting depends on the thermal, optical and mechanical properties of materials. Therefore, materials with high degree of brittleness, hardness and favorable thermal properties (low thermal diffusivity and conductivity) are suitable for laser cutting operations [ 4 ]. High speed steels, ceramics, composites, diamonds, plastics and rubber are typical candidate materials.
Nd:YAG (Neodymium:yttrium-aluminum-garnet) and CO 2 are the most widely used laser applications [ 9 ]. Nd:YAG laser is an optically pumped solid state laser, working at a wavelength of 1.06 μm. CO 2 laser is an electrically pumped gas laser that radiates at wavelength of 10.6 μm [ 2 , 4 ]. CO 2 laser is used in fine cutting of sheet metals at high speeds as it has high average beam power, better efficiency and good beam quality. Nd:YAG laser has low beam power operating in pulsed mode. High peak power is capable to cut thicker materials for different applications [ 5 ]. Due to shorter wavelength of Nd:YAG laser, it is reflected to a lesser extent by metallic surfaces and high absorptivity of Nd:YAG laser cutting highly reflective materials with relatively less power [ 6 ]. Therefore, Nd:YAG laser is suitable for processing of metals in general and reflective materials in particular. Gases employed include oxygen, nitrogen and argon. A similar study is carried on Ni base super alloys [ 7 ].
Austenitic stainless steel (316L) is an anti-corrosive and anti-staining materials [ 8 ]. The alloy form of stainless steels is milled into coils, sheets, plates, bars, wire, and tubes. Typical applications include food preparation equipments (particularly in chloride environments), pharmaceuticals, marine, architectural, medical implants (orthopaedic implants like total hip and knee replacements) and fasteners. Grade 316 is the standard molybdenum-bearing grade, secondary to 304 amongst the austenitic stainless steels. The molybdenum gives 316 better overall corrosion resistant properties than Grade 304, particularly pitting and crevice corrosion in chloride environments. Grade 316 (with low carbon is immune from sensitization due to grain boundary carbide precipitation). Thus, it is extensively used in heavy gauge welded components (≥6 mm). There is no significant price difference between 316 and 316L stainless steel. The austenitic structure gives these grades excellent toughness, even down to cryogenic temperatures. Compared to chromium-nickel austenitic stainless steels, 316L stainless steel offers higher creep, stress to rupture and tensile strength at elevated temperatures. Some authors studied CO 2 laser cutting on Kevlar 49 composite materials [ 19 ]. Kerf width, dross height and slope of cut are typical process responses. Table 1 gives the chemical composition of 316L stainless steel employed.
Chemical composition of stainless steel (316L) (wt.%).
Input process parameters and levels used in the designed experiments.
The quality of cut depends upon the combination of process parameters such as laser power, type and pressure, cutting speed, sheet thickness, frequency and chemical composition. Researchers have investigated the effect of laser cutting parameters on cut geometry and cut surface quality. They applied one-factor at a time approach to study the effect of process parameters on responses. This approach consumes time and effort for large number of experimental runs because only one factor is varied, keeping all other factors fixed. The interaction effects among various process parameters are not considered which may be of interest in some studies; not to mention higher level interactions.
Li et al. [ 12 ] applied Taguchi robust design methodology to study the depth of cut, width of cut and Heat Affected Zone (HAZ) during laser cutting of Quad Flat No-lead (QFN) packages using a Diode Pumped Solid State Laser (DPSSL) system. Three control factors such as laser frequency, cutting speed, and laser driving current contributed greatly to laser cut quality. Tosun and Ozler [ 13 ] applied Taguchi methodology for optimization of surface roughness and tool life simultaneously during hot turning of high manganese steel work piece using the sintered carbide tool. The effect of hot turning parameters (cutting speed, depth of cut, feed rate and work piece temperature) on multiple performance characteristics is discussed.
Huehnlein et al. [ 23 ] employed design of experiments on the cutting of Al 2 O 3 ceramic layers. One factor at a time and interaction effects of decision variables are very time consuming. The burr at the kerf is employed as a response for elimination. Process parameters include laser power, cutting speed, distance from nozzle to surface, assist gas pressure, position to the focus and diameter of the nozzle. Velocity and gas pressure prove significant parameters. Forty six experiments are used to carry response surface modeling.
Sharma and Yadava [ 18 ] used laser beam cutting for precise cutting of Al alloy sheet metals. Four process parameters are used to optimize kerf quality (kerf width and kerf deviations) characteristics; these are gas pressure, pulse width, pulse frequency and cutting speed. Standard orthogonal arrays are used for experimentation. An L 9 OA is employed to host the variations of 4-3 level factors. This means that 2 factors are confounded. Interaction effects can be read in columns 3 and 4 respectively because of degree of freedom requirements [ 15 ]. Similar work is reported for Al-Alloy sheets [ 10 ].
Brecher et al. [ 2 ] developed a novel process concept for Laser Assisted Milling (LAM) with local laser induced material plastification before cutting. Results are presented for Nickle based alloy Inconel 718 using TiAlN coated cemented carbide cutting tool.
Adelmann and Hellmann [ 24 ] described a fast algorithm to optimize the laser parameters for laser fusion cutting process. The objective is to obtain a burr free laser cut. The algorithm performs on a one at a time design of experiments basis. Parameters include laser power, focal position and gas pressure. The algorithm is known as Fast Laser Cutting Optimization Algorithm (FALCOA). The study is limited to 1 mm Al sheets using a 500 W single mode fiber laser.
Miroslav and Milos [ 21 ] presented a complete review study on CO 2 laser cutting with respect to materials employed (alumina, slate, mils steel, stainless steel 37, polymers, composites, wood, high strength low alloy steel, aluminum copper, titanium, Kevlar, plastic, rubber, and aluminum composite), input process parameters (laser power, cutting speed, nozzle distance, gas pressure, gas type, focus position, laser cutting mode, laser pulse frequency, work piece thickness, duty cycle) and process responses (kerf taper and width, surface roughness, heat affected zone, striation formation and dross formation). As a new process with nontraditional nature, the objective is to design the laser cutting process for minimum outputs such as kerf width and taper, minimum surface roughness and minimum heat affected zone.
Rajpuohit and Patel [ 16 ] studied Laser cutting quality characteristics. Periodical lines (striations) are considered as noise affecting surface roughness and geometry precision of laser cut product. The mechanism leading to striations is not fully understood.
Phipon and Pradhan [ 20 ] used Genetic Algorithms to optimize laser beam machining operations. Minimum kerf taper and surface roughness are taken as process responses. Response surface methods are used to develop mathematical models relating responses to process parameters. Good prediction capabilities are obtained from this study. A Central Composite Design (CCD) of 31 points and 5 levels is employed for experimentation. This is a highly fractional array compared with 5 4 = 625 experiments required by full factorial design. Chaki et al. [ 17 ] integrated a model of Artificial Neural Network (ANN) and Genetic Algorithm (GA) for prediction and optimization of quality characteristics of Al alloy during pulsed Nd:YAG laser cutting. The ANN serves the purpose of modeling and prediction of surface roughness and material removal rates. Other outputs can be added at any stage. The ANN model allows prediction within and outside process parameter ranges compared with any mathematical modeling techniques that allow prediction within parameter ranges. This study represents a good reference in relation to process single and multi objective optimization, modeling using ANN, past studies of the subject using Taguchi method, response surface methodology, and grey relational analysis.
Genichi Taguchi developed a three stage methodology back in the 80s [ 14 , 15 ]. The three stages are: systems design, parameter design and tolerance design. Figure 1 shows a procedure of Taguchi method [ 14 , 15 ]. In the present work, four control factors with three levels of each are considered. An L 27 OA is employed to plan experimentation due to reasonable number of experiments and interaction effects among variables. This means a total of 3 4 = 81 experiments for a full factorial design is needed or 27 experiments for a fractional factorial design.
define the control variables and their practical domain in reality and in specific to the machine employed,
define the # of levels, each control variable can have,
define an appropriate orthogonal array host this experiment.
Experimental design using L 27 OA.
A proper understanding of the limitations of these arrays is needed. Three replications at each setting of control variables are obtained. The three replications are used to obtain the mean, standard deviation and signal to noise ratio of response respectively.
The experiments are conducted on a 200 W pulsed Nd:YAG laser beam machining system with CNC work table (ROFIN DY x55-022 model) as shown in Figure 2 . As an assist gas, oxygen is used and passed through a conical nozzle of 1.0 mm diameter co-axially with laser beam. The laser beam is focused using a lens with focal length of 50 mm, and the minimum diameter of focused beam is about 0.47 mm, stainless steel (316L) sheet with 3 mm thickness. Nozzle diameter, focal length of lens 200 mm, nozzle standoff distance and sheet material thickness are kept constant throughout experimentation.
R a value is measured using the Surface Roughness Tester (TAYLOR-HOBSON – SURTRONIC 3, 112/1500 – 1150483, DENMARK). All measurements are acquired using 4.00 mm evaluation length. Average values of T a and R a corresponding to each setting are also given in Appendix .
In this study, the Taguchi parameter design method is used to determine optimal machining parameters for minimization of T a and R a . Four control factors: X 1 , X 2 , X 3 and X 4 and three interactions: X 1 · X 2 , X 1 · X 3 and X 1 · X 4 are considered. The experimental observations are further transformed into lower the better signal-to-noise (S/N) ratio for the kerf taper and surface roughness [ 15 ].
Where y i are the observed data (or quality characteristics) of the i th trial and n is the number of replications. Similar work is cited by El-Taweel et al. on Kevlar 49 composite materials using CO 2 Laser [ 19 ].
Where X is the matrix of factors level and Y is the force responses. A certain domain may be in need for several RSM model polynomials to model adequately. The evaluation and presence of curvatures are dealt with by using 3-level orthogonal arrays respectively. Analysis of variance is used to formally test for significance of main and interaction effects. A common approach consists of removing any non-significant term from the full model. Analysis of variance was performed initially to screen out non significant variables. Several decision rules are employed to judge whether a term should be included or excluded from the full model. Other attempts deal with multi-response problems using the desirability function. In our opinion, this is not an objective index and hence, the resulting optimum has to be interpreted with care. Multi-variate responses may have several difficulties resulting from dependencies among error estimations, error among expected value of responses and linear dependencies in the original data [ 25 ].
Adequacy of models is checked by several tools such as residual analysis, normal probability plots, model form modifications, etc. Several approximations are developed for the response surfaces and verified further by additional experiments.
Analysis of Variance (ANOVA) is a statistical technique for quantitative estimation of relative contribution of each control factor on overall measured response. The relative significance of factors is often represented in terms of F -ratio or percentage contribution [ 13 ]. The F -ratio indicates more significance of the factor. In the present work, ANOVA is employed for analyzing significance of X 1 , X 2 , X 3 and X 4 on combined kerf quality parameter and surface roughness given in Tables 4 and 5 . An estimate of the sum of squares for the pooled error can be obtained by pooling the sum of squares of factors with the lowest sum of squares of X 3 , X 4 and all relevant interactions. The pooled error has 16 degrees of freedom and a sum of squares of 53.516. Hence, the pooled mean square error is 3.3447. The F -value is the ratio of the mean square factor to the variance of pooled error. X 1 and X 2 are significant parameters affecting the kerf taper quality at 99% confidence level.
Analysis of Variance (ANOVA) for the kerf taper a .
Analysis of Variance (ANOVA) for the average surface roughness a .
On the other hand, an estimate of the sum of squares for the pooled error can be obtained by pooling the sum of squares of factors with the lowest sum of squares of X 3 , X 4 and all relevant interactions. The pooled error has 16 degrees of freedom and a sum of squares of 28.688. Hence, the pooled mean square error is 0.6013. X 1 and X 2 are significant parameters affecting the surface roughness at 99% confidence level.
The results of the ANOVA with the kerf taper and surface roughness are shown in Tables 4 and 5 , respectively. This analysis was carried out for a significance level of α = 0.01, i.e. for a confidence level of 99%. Tables 5 and 6 show the P -values, that is, the realized significance levels, associated with the F -tests for each source of variation. The sources with a P -value less than 0.01 are considered to have a statistically significant contribution to the performance measures.
Analysis of Variance (ANOVA) for the heat affected zone (HAZ).
Table 4 shows that the only significant factor for the power is X 1 , which explains 79.86% of the total variation. The next largest contribution comes from pressure with 11.61%, which does not have statistical significance. The frequency and cutting speed the interactions have much lower levels of contribution.
Multiple quality characteristic ( R a ) is shown in Table 5 shows that the only significant factor for the power is X 1 , which explains 84.53% of the total variation and the next largest contribution comes from pressure with 10.28%. This does not have statistical significance. The frequency and cutting speed the interactions have much lower levels of contribution. Similar results are given in Table 6 for the Heat Affected Zone (HAZ). The effect of different operating parameters on S/N ratio comprising the kerf taper is shown in Table 7 and Figure 4 . It is clear that, optimum levels of different control factors for obtaining minimum kerf taper is: cutting speed at level 1 (150 W), pressure at level 1 (0.5 MPa), pulse frequency at level 3 (125 Hz) and cutting speed at level 3 (40 cm/min).
Effect of factors on S/N ( T a ) a .
Optimum levels of different control factors for obtaining minimum kerf taper is: cutting speed at level 1 (150 W), pressure at level 1 (0.5 MPa), pulse frequency at level 3 (125 Hz) and cutting speed at level 3 (40 cm/min). Relative contribution of the controlling parameters on kerf quality is shown in Table 7 .
The effect of different operating parameters on S/N ratio comprising the surface roughness is shown in Figure 5 .
Summary of control factors effects (S/N ratio values) are gives in Appendix .
The average percentage deviation in the kerf taper and surface roughness based on S/N ratio values are 21.14% and 2.86% respectively. Table 7 indicates that the average percentage accuracy in the kerf taper and surface roughness based on S/N ratio values are 78.86% and 97.14% respectively.
Figures 6 and 7 give the measured vs. predicted kerf taper based on S/N ratio and surface roughness.
Response surface plots of kerf taper as function of different process variables are given in Figures 8 – 12 . Similarly, response surface plots of surface roughness are given in Figures 13 – 18 respectively.
Due to the pulsed nature of Nd:YAG laser cutting process, it is very difficult to obtain high surface quality. Therefore, the relative effects of laser cutting parameters such as power, oxygen pressure, pulse frequency, and cutting speed on R a during laser cutting of stainless steel (316L) is needed. The combined effects of power and oxygen pressure on R a are shown in Figure 13 . Pulse frequency and cutting speed are taken as constant values of 75 Hz and 20 cm/min, respectively. The surface plot reflects that power has linear effect on R a at different assisted oxygen pressure.
At high level of power, variation in R a value is large but at lower level of power, variation in R a is relatively less with respect to the oxygen pressure. Oxygen pressure and cutting speed are taken as constant at (1 MPa) and (20 cm/min) in Figure 14 .
Figures 15 and 16 show the effect of power, cutting speed and pressure, frequency respectively on R a keeping pressure, pulse frequency and power and cutting speed respectively as a constant value. It is also observed that power, pressure at low level the surface roughness is relatively less with respect to cutting speed and frequency respectively.
Figure 17 shows the effects of pressure and cutting speed on R a keeping the power and pulse frequency as constant (at middle value). It is observed that the nature of variation of R a with applied pressure for the different cutting speeds is same as shown earlier in Figure 18 with applied pulse frequency. Here, R a first decreases and then increases following a curved shape with the increase in pressure and pulse frequency. However, R a decreases with the decrease in cutting speed.
Table 8 gives the settings of the confirmation experiments for the laser cutting process. The five settings are taken at the lower and maximum limits of the power, oxygen pressure, frequency and cutting speed. Three replications are taken for the kerf taper (degree), average surface roughness (μm) and heat affected zone (mm). The mean, standard deviation and signal-to-noise ratios are calculated and compared later to prediction models.
Validation experiments and corresponding kerf taper, average surface roughness and heat affected zone.
Table 9 gives a comparison between the surface roughness measurements (μm) using Taguchi and RSM approaches .This comparison is gives in terms of the mean, standard deviation and signal-to-noise ratios. Using the mean as a measure, the models developed earlier deviate from actual measurements from −4.99% to +9.32%. Using the standard deviation as a measure, the models developed deviate from actual measurements from −146% to +769.8%. Using the S/N ratio as a measure, the models developed deviate from actual measurements from 1.12% to 14.776%. Accordingly, it is recommended to use the developed models to predict the average and signal to noise ratio of surface roughness.
Mean, S/N and standard deviation of surface roughness using Taguchi method vs. RSM.
Table 10 gives confirmation and prediction results for the kerf taper in degree. Using the mean as a measure, the developed earlier deviate from the actual measurements from −6.450% to +2.43%. Using the signal to noise ratios as a measure, the models deviate from the actual measurements from −105% to +149%. Using the standard deviations as a measure, the models deviate from the actual measurements from −649% to +12.79%. According, it is recommended to use developed models to predict mean kerf taper in degree.
Kerf taper using Taguchi method vs. RSM for the validation experiments.
Table 11 gives confirmation and prediction results for the heat affected zone. Using the mean as a measure, the different between the developed and predicted models vary from −4.35% to +8.24%. Using the standard deviation as a measure, the different between the developed and predicted models vary from −778% to +462%. Using the S/N ratio as a measure, the different between the developed and predicted models vary from −53.4% to 66.4%. Accordingly, it is recommended to use the developed models to predict the average HAZ.
Mean, S/N and standard deviation of the HAZ using the Taguchi method vs. RSM.
Several critiques can be mentioned for the experimental design chosen.
L 27 OA is used to host 4-3 level variables. This results in 81 experiments and L 27 OA is simple a 1/3 the number of experiments chosen. The 4-3 level variables result in six interaction effects; these are X 1 · X 2 , X 1 · X 3 , X 1 · X 4 , X 2 · X 3 , X 2 · X 4 , X 3 · X 4 . Only four interactions due to search graph limitation are considered.
The approach taken allows minimization of kerf taper, surface roughness and heat affected zones one at a time due to the usual limitations of design of experiments in dealing with several responses. There is a need for multi objective optimization formulation of laser cutting operations.
Other sources of noise for laser cutting operations need to be identified, modeled and optimized.
A modified model can be developed by adding L 27 OA and the 10 experiments. This will result in 37 experiments. The revised model will be more adequate model.
Results of Taguchi optimization indicates that best kerf quality are power at low level 150 W, gas pressure at 0.5 MPa, pulse frequency at high level 125 Hz and cutting speed at 40 cm/min. At the same average surface roughness are power at low level 150 W, gas pressure at 0.5 MPa, pulse frequency at low level 25 Hz and cutting speed at 20 cm/min.
Power and Assist gas pressure significantly affect the kerf quality in the operating range of process parameters.
Ta is found to be significantly affected by power, oxygen pressure, pulse frequency, cutting speed and interaction effect of oxygen pressure and frequency. On the other hand, R a is found to be significantly affected by power, oxygen pressure, pulse frequency, cutting speed, interaction effect of oxygen pressure and cutting speed.
Validation of RSM models indicates average percentage deviation in the kerf taper and surface roughness based on S/N ratio values are 21.14%, and 2.86% respectively.
From the response surface plot, it is observed that the pulse frequency and cutting speed have less effects on T a compared to other parameters. But lower value of R a can be obtained at lower level of process parameters except cutting speed in the present study.
Utilize search graph techniques to assign X 1 , X 2 , X 3 , and X 4 and respective interactions X 1 · X 2 , X 1 · X 3 , X 1 · X 4 , X 2 · X 3 , X 2 · X 4 , and X 3 · X 4 [ 15 ]. Interactions may become important if looked at thoroughly although others have ignored their effects [ 19 ].
Ten confirmation experiments are carried to verity models developed previously. The models developed show good prediction capabilities for the kerf width, surface roughness and heat affected zone as given in Table 12 .
Experimental vs. predicted results.
Special appreciation are due to CMRDI, Helwan, Egypt for allowing to carry all required experimentation and validation of models.
Experimental observations using L 27 OA.
Results of the confirmation experiment for S/N ratios values.
Results of the confirmation experiment for mean values.
Results of the confirmation experiment for standard deviation values.
- A.K. Dubey, V. Yadava, Robust parameter design and multi-objective optimization of laser beam cutting for cutting for aluminium alloy sheet, Int. J. Adv. Manuf. Technol. 38 (2008) 268–277. [CrossRef] [Google Scholar]
- C. Brecher, M. Emonts, C.-J. Rosen, J.-P. Hermani, Laser assisted milling of advanced materials, Phys. Procedia 12 (2011) 599–606. [CrossRef] [Google Scholar]
- D. Schuocker, Laser cutting, Mater. Manuf. Process. 4 (2007), 311–330. [CrossRef] [Google Scholar]
- K.A. Ghany, M. Newishy, Cutting of 1.2 mm thick austenitic stainless steel sheet using pulsed and CW Nd:YAG laser, J. Mater. Process. Technol. 168 (2005) 438–447. [Google Scholar]
- G. Chryssolouris, Laser machining – theory and practice (mechanical engineering series), Springer-Verlag, New York, 1991. [Google Scholar]
- A.K. Dubey, V. Yadava, Laser beam machining – a review, Int. J. Mach. Tools Manuf. 48 (2008) 609–628. [Google Scholar]
- G. Thawari, J.K. Sarin Sundar, G. Sundararajan, S.V. Joshi, Influence of process parameters during pulsed Nd:YAG laser cutting of nickel-base superalloys, J. Mater. Process. Technol. 170 (2005) 222–239. [CrossRef] [Google Scholar]
- http://www.aisi-stainless.com/Selling-list/316L-Stainless-Steel-supplier-316L-stainless-steel-Applications.html [Google Scholar]
- A. Sharma, V. Yadava, R. Rao, Optimization of kerf quality characteristics during Nd:YAG laser cutting of nickel based superalloy sheet for straight and curved cut profiles, Opt. Lasers Eng. 48 (2010) 915–925. [CrossRef] [Google Scholar]
- M. Boutinguiza, J. Pou, F. Lusquinos, F. Quintero, R. Soto, M. Perez-Amor, K. Watkins, W.M. Steen, CO 2 laser aluminum alloy sheet, Int. J. Adv. Manuf. Technol. 38 (2008) 268–277. [CrossRef] [Google Scholar]
- C. Karatas, O. Keles, I. Uslan, Y. Usta, Laser cutting of steel sheets: influence of workpiece thickness and beam waist position on kerf size and stria formation, J. Mater. Process. Technol. 172 (2006) 22–29. [CrossRef] [Google Scholar]
- C.H. Li, M.J. Tsai, C.D. Yang, Study of optimal laser parameters for cutting QFN packages by Taguchi’s matrix method, Opt. Laser Technol. 39 (2007) 786–795. [CrossRef] [Google Scholar]
- N. Tosun, L. Ozler, Optimization for hot turning operations with multiple performance characteristics, Int. J. Adv. Manuf. Technol. 23 (2004) 777–782. [CrossRef] [Google Scholar]
- M.S. Phadke, Quality engineering using robust design, Prentice Hall, New Jersey, 1989. [Google Scholar]
- P.J. Ross, Taguchi techniques for quality engineering, McGraw-Hill, New Delhi, 1988. [Google Scholar]
- S.R. Rajpurohit, D.M. Patel, Striation mechanism in laser cutting – the review, International J. Engineering Research and Applications (IJERA) 2 (2012) 457–461 [Google Scholar]
- S. Chaki, R.N. Bathe, S. Ghosal, G. Padmanabham, Multi objective optimization of pulse Nd:YAG laser cutting process using integrated ANN-NSGAII model, J. Intell. Manuf. (2015), DOI: 10.1007/s10845-015-1100-2 . [Google Scholar]
- A. Sharma, V. Yadava, Optimization of kerf quality using robust design of experiments during Nd:YAG laser cutting of thin Al alloy sheet for straight profile, Int. J. Mech. Eng. 1 (2011) 1–8. [Google Scholar]
- T.A. El-Taweel, A.M. Abdel-Maaboud, B.S. Azzam, A.E. Mohammad, Parametric studies on the CO2 laser cutting of Kevlar-49 composite, Int. J. Adv. Manuf. Technol. 40 (2009) 907–917. [CrossRef] [Google Scholar]
- R. Phipon, B.B. Pradhan, Control parameters optimization of laser beam machining using GA, Int. J. Comput. Eng. Res. 2 (2012) 1510–1516. [Google Scholar]
- R. Miroslav, M. Milos, Experimental investigations of CO2 laser cut quality: a review, Nonconventional Technologies Review 4 (2011) 35–42. [Google Scholar]
- R. Miroslav, D. Predrag, Research on surface roughness by laser cut, The Annals of University of Galati XII (2006) 41–88. [Google Scholar]
- K. Huehnlein, K. Tschirpke, R. Hellmann, Optimization of Laser Cutting Processes Using Design of Experiments, Physics Procedia 5 (2010) 243–252. [CrossRef] [Google Scholar]
- B. Adelmann, R. Hellmann, Fast Laser Cutting Optimization Algorithm, Physics Procedia 12 (2011) 591–598. [CrossRef] [Google Scholar]
- A.P. Paiva, J.R. Ferreira, P.P. Balestrassi, A multivariate hybrid approach applied to AISI 52100 hardened steel turning optimization, Journal of Materials Processing Technology 189 (2007) 26–35. [Google Scholar]
Cite this article as : Gadallah MH & Abdu HM: Modeling and optimization of laser cutting operations. Manufacturing Rev. 2015, 2 , 20.
All Figures
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.

An official website of the United States government
The .gov means it’s official. Federal government websites often end in .gov or .mil. Before sharing sensitive information, make sure you’re on a federal government site.
The site is secure. The https:// ensures that you are connecting to the official website and that any information you provide is encrypted and transmitted securely.
- Publications
- Account settings
Preview improvements coming to the PMC website in October 2024. Learn More or Try it out now .
- Advanced Search
- Journal List
- Materials (Basel)
The Effect of Laser Parameters on Cutting Metallic Materials
Seungik son.
1 Department of Future Convergence Engineering, Kongju National University, Cheonan 1223-24, Korea; moc.liamg@32rlddmtsht
Dongkyoung Lee
2 Department of Mechanical and Automotive Engineering, Kongju National University, Cheonan 1223-24, Korea
This experimental study investigated the effect of laser parameters on the machining of SS41 and SUS304. The metallic materials play an important role in engineering applications. They are widely used in high-tech industries such as aerospace, automotive, and architecture. Due to the development of technology and high-tech industrialization, the various processing technologies are being developed with the requirement of high precision. However, the conventional cutting process is difficult to meet high precision processing. Therefore, to achieve high precision processing of the SS41 and SUS304, laser manufacturing has been applied. The current study investigated the process quality of laser cutting for SS41 and SUS304, with the usage of a continuous wave CO 2 laser cutting system. The experimental variables are set to the laser cutting speed, laser power, and different engineering materials. The results are significantly affected by the laser parameters. As the result, the process quality of the laser cutting has been observed by measuring the top and bottom kerf widths, as well as the size of the melting zone and Heat Affected Zone (HAZ) according to volume energy. In addition, the evaluation of the laser processing parameters is significantly important to achieve optimal cutting quality. Therefore, we observed the correlation between the laser parameters and cutting quality. These were evaluated by analysis of variance (ANOVA) and multiple regression analysis. The experimental results of kerf top, kerf bottom, melting width, and HAZ on the laser parameters are properly predicted by multiple regression. In addition, the effect of laser parameters on the materials is determinant by the percentage of contribution of ANOVA.
1. Introduction
There are various metallic materials used for production in the industrial fields. Among the metallic materials commonly used in industry, SS41 and SUS304 are the most widely used. SS41 is a structural steel containing Si and Mn. It is widely used in various fields such as aerospace, automobiles, ships, and construction due to its great mechanical properties and low cost. SUS304 is stainless steel that has high corrosion resistance due to containing Cr component. It is generally used for various applications without surface treatment because the metallic materials have low thermal deformation. It is challenging to machine SS41 and SUS304 with high precision using conventional techniques such as mechanical cutting, drilling milling. The features of the mechanical method have critical processing problems such as tools wearing [ 1 ]. However, the limitation of mechanical processing can be solved by laser processing. Thus, the laser machining using CO 2 laser is used as an alternative to the conventional method. Furthermore, the manufacturer prefers to use high-power laser processing rather than mechanical processing because the laser processing has more advantages than mechanical processing. Laser machining can be performed on various materials without tool wear and additional cost. The method is non-contact processing, which provides flexibility in processing [ 2 , 3 , 4 , 5 , 6 , 7 , 8 , 9 , 10 , 11 , 12 , 13 , 14 , 15 ]. Among the laser system used by industries, the CO 2 laser has more economical than other laser systems. In addition, the laser system has high stability during the cutting or drilling processes of the significantly thick materials. Even non-metallic materials can be easily processed using a CO 2 laser. The special concern for manufacturers using laser cutting is to maximize productivity with the high quality of components produced through the high-power laser cutting process. However, to improve product quality and productivity, the effects of laser parameters on the material should be considered as major issues. In addition, to control the influence of the laser beam, the laser parameters must be selected appropriately. Indeed, adjustable laser parameters include laser power, cutting speed, assist gas pressure, and stand-off distance.
To maintain high precision and good quality process, the laser parameters applied to the process should be properly selected, but the effect of the parameters is difficult to predict. Besides, many manufacturers spend a lot of time and effort to determine the laser parameter which suitable for the process. In the previous studies, experiments were carried out according to specific laser parameters, and there was a comparative analysis of the effect of each parameter on the processing quality. Lamikiz et al. [ 16 ] suggested the optimum working areas and cutting conditions for the laser cutting of steel. The main experimental parameter was the thickness of the material and the results showed a remarkable different behavior between the thinnest and the thickest sheets. Kaebernick et. al. [ 17 ] described a monitoring technique in the laser cutting. The analytical techniques proved that the surface roughness was improved by controlling laser pulses. Rajaram et. al. [ 18 ] studied the effect of parameters on the characteristics of steel specimens. The material was cut through a CO 2 laser cutting system and cutting results were analyzed with kerf width, surface roughness, and heat-affected zone. The material which was cut using the CO 2 laser showed different results depending on the change of parameters. Yilbas [ 19 ] suggested that various parameters were affected during the laser cutting process and then, the laser power and the cutting speed for the kerf width were examined. It was confirmed that the kerf width increased with the combination of the laser power and the energy coupling factor. Anghel et. al. [ 20 ] demonstrated the experiment of laser cutting on 304 stainless steel miniature gear. In the experiment, the CO 2 laser system was employed to cut the miniature. The effects of laser parameters on average surface roughness (R a ) had been investigated on the surface of craters and cracks.
The previous studies have done significant investigations on the influence of laser parameters in the laser cutting process to materials. However, there is a lack of experimental studies on comparing laser cutting of SS41 and SUS304 under different laser parameters. In this study, we studied the effect of high-power laser parameters on the different metallic materials. Multiple regression and analysis of variance (ANOVA) are used to predict the kerf width, melting width, and Heat Affected Zones (HAZ) generated after laser cutting. In addition, these are used to investigate the effects of parameter and interaction between parameters. In this paper, we firstly describe the material properties, experimental equipment, and laser parameters. Then, the experimental results are discussed. Finally, conclusions are summarized.
2. Experimental Setup and Materials
In the present study, a continuous wavelength CO 2 laser system, which has a maximum laser power of 4.4 kW (Bylaser 4400, Bystronic, Niederönz, Switzerland), was used for the cutting process. During the experiment, the stand-off distance of the laser is set to constant, and the spot diameter is fixed at 2 mm. In addition, the laser cutting process depends on assistance gases. The assistance gases, N 2 and O 2 , are common assistance gasses used for laser cutting on stainless steel or carbon steel [ 21 , 22 ]. When cutting with O 2 gas, in the case of SS41, it is easily heated up to vaporizing temperature, thus, the material is also easily cut by a laser beam. In addition, when the SUS304 is processed using N 2 gas, the oxidation can be protected during laser cutting. At the cutting process of the SS41 and SUS304, the assistance gases are used by the constant pressure of O 2 and N 2 , respectively, to maintain high processing quality. Table 1 shows the laser parameters applied to SS41 and SUS304. Different laser powers and cutting speeds were conducted to cut the materials in the experiment. The laser parameters are set in the range where the material was completely cut. Table 2 shows the chemical composition of the materials used in the experiment. In order to analyze the experimental results, the kerf widths generated after the cutting process are measured on both top and bottom surfaces [ 23 ]. In addition, melting width and Heat Affected Zone (HAZ) formed in the bottom surface of the materials are measured using an optical microscope (Dino-lite AM4013MZT4, AnMo Electronics Corporation, New Taipei, Taiwan). The schematics of the kerf widths, melting width, and HAZ are shown in Figure 1 . The kerf widths are the part where the laser is irradiated, and the material is completely cut-off. The kerf widths are measured in the kerf top and kerf bottom. The melting width is defined by the width of the materials with melting marks as in Figure 1 HAZ is the region where the microstructure of the materials has changed.

Measurement method of SS41 and SUS304 after laser cutting ( a ) top surface ( b ) bottom surface ( c ) top surface ( d ) bottom surface.
Laser parameters.
Materials chemical composition.
3. Results and Discussion
3.1. analysis of kerf width in ss41 according to volume energy.
The experimental results of laser cutting on metallic materials (SS41 and SUS304) are investigated. The kerf width of the top and bottom surface, melting width, and HAZ are analyzed according to volume energy. Volume energy is also an important parameter in the laser cutting process which is used to understand the interaction between laser and materials [ 24 ]. The volume energy ( E volume ) is a parameter that represents the irradiated laser per unit volume, and it is calculated by the laser power divided by the laser scanning speed and the laser beam size.
where P laser is the laser power [W], V s is the cutting speed [mm/min], and A is the spot area of the laser beam [mm]. Experimental results are analyzed through E volume to identify the effect on the laser powers and cutting speed.
The effect of E volume on the kerf widths of the top and bottom surface is shown in Figure 2 . The measurements of the kerf widths are conducted on both top and bottom sections of the cutting material. Each data point represents the different laser power and is obtained by averaging all measured data. The kerf widths of the top and bottom surface increase with increasing E volume . Generally, the measured kerf widths on the top surface are slightly larger than those on the bottom surface. This happens due to various reasons, such as loss of intensity of the beam, defocusing of the laser beam, or loss of gas pressure. In addition, the kerf widths of the top and bottom surface increase with increasing laser power. At the laser power of 3700 W, the kerf widths of the top and bottom surface are observed with the largest widths of 905 μ m and 675 μ m , respectively. In the interaction between laser and materials, it is evident that kerf widths are affected by E volume . As the E volume increases, the material is rapidly heated. In addition, the materials are evaporated and removed easily on the top surface. Therefore, a larger kerf width of the top surface is formed than the kerf width of the bottom surface.

Variation of ( a ) kerf top and ( b ) kerf bottom in SS41 according to E volume .
3.2. Analysis of Melting Width in SS41 According to Volume Energy
The effect of E volume on the melting width of the bottom surface is shown in Figure 3 . Each measured data is obtained by averaging melting width. Melting is the area where the material melts due to the laser irradiation, and melting occurs around the kerf width. At most of the laser powers applied in the experiment, melting width increases with increasing E volume . At the laser power of 3700 W, the melting width is observed with the largest width of 917 μm. The E volume is directly proportional to laser power. As the laser power increases, the thermal energy entering the materials increases so the melting width is observed with the largest value. In short, the laser beam including the laser power and cutting speed directly affect the material.

Variation of melting width in SS41 according to E volume .
3.3. Analysis of Kerf Width in SUS304 According to Volume Energy
The effect of E volume on the kerf widths of the top and bottom surface are shown in Figure 4 . The kerf width on SUS304 is measured in the same method as SS 41. The kerf widths of the top and bottom surface also increase with increasing E volume . The kerf widths on the top surface are slightly larger than those on the bottom surface. At the laser power of 3100 W, the kerf widths of top and bottom are observed with the largest width of 796 μm and 375 μm, respectively. As mentioned, the difference between top and bottom can be caused by various factors, such as loss of intensity of the beam, defocusing of the laser beam, or loss of gas pressure for the thickness of the materials. In the case of the trend on kerf widths, kerf widths of the top and bottom surface are observed to increase with increasing E volume . The specimen is heavily influenced by the laser beam and rapidly heats up to the vaporization temperature of the material. As the laser power increases, the laser beam entering the material increases so the kerf widths of the top and bottom surface also increase.

Variation of ( a ) kerf top and ( b ) kerf bottom in SUS304 according to E Volume .
3.4. Analysis of Heat Affected Zone in SUS304 According to Volume Energy
The effect of the E Volume on HAZ is shown in Figure 5 . HAZ is the area in which the microstructure of a material is changed by heat input. If the microstructure changes, a microcrack occurs in the processed material, it causes a partial breakdown of the product and deteriorates the quality. Therefore, it is important to reduce the HAZ during the laser cutting so that micro-cracks can be avoided. As observed from the experimental results, the effect of the E Volume on the HAZ also increases with increasing E Volume . The maximum width of HAZ is 800 μm at 3500W and the minimum width of the HAZ is 550 μm at 2100 W. This can be related to the heat input entering the material. E Volume is proportional to laser power. As the laser power increases, the heat entering materials increase and the spread of heat damage also increase. Therefore, the HAZ increases with increasing laser power.

Variation of the Heat Affected Zone (HAZ) in SUS304 according to E Volume .
The effect of the E Volume on HAZ is shown in Figure 5 . HAZ is the area in which the microstructure of a material is changed by heat input. If the microstructure changes, a microcrack occurs in the processed material, it causes a partial breakdown of the product and deteriorates the quality. Therefore, it is important to reduce the HAZ during the laser cutting so that micro-cracks can be avoided. As observed from the experimental results, the effect of the E Volume on the HAZ also increases with increasing E Volume . The maximum width of HAZ was 800 μm at 3500 W and the minimum width of the HAZ was 550 μm at 2100 W. This can be related to the heat input entering the material. E Volume is proportional to laser power. As the laser power increases, the heat entering materials increase and the spread of heat damage also increase. Therefore, the HAZ increases with increasing laser power.
3.5. Multiple Regression
In this section, the regression analysis of laser power and cutting speed in the laser cutting process is performed. Multiple regression analysis is a mathematical model for indicating the suitability of the relationship between the independent and dependent variable [ 25 ]. In the case of the regression model, if the high order equation is used regardless of experiment data, the determination coefficient always increases. This problem is called “overfitting”. If the regression model becomes overfitting, the prediction of experimental results through the regression model becomes meaningless. Thus, the regression equation used in this study is the quadratic regression model and the equation for the regression model is followed by:
where β is the regression coefficient and can be calculated using the least-squares method, X i and X j are the independent variables of this regression equation and these are laser power and cutting speed, respectively, y is the dependent variable and represents measured data. The second-order regression model has been developed for kerf top width, kerf bottom width, melting width, and HAZ using data from the experiments. To calculate the regression coefficient β, the coefficients of the quadratic regression model are calculated. In addition, the determination coefficient ( R sq -value) and the adjusted determination coefficient ( R adj ) are calculated to check whether the data predicted by the regression model is appropriate. When the determination coefficient is close to 1, the accuracy of regression model is estimated to be suitable. The regression coefficients are determined by the t-test. The ‘SE Coef’ represents the standard error of the coefficient, and it is useful for making up a confidence interval and performing a hypothesis test. The t-test is a statistical method of the standardized value which is calculated from experimental data. The T-statistic is used to measure the magnitude of variation for the experimental data. It is calculated from experimental data to compare the null hypothesis. Each term of coefficients is tested by the null hypothesis according to the p -value. The null hypothesis is statistical proof to determine that the regression model is statistically significant. It can be determined by statistical evidence when the experimental data is meaningful. In general, a low p -value (<0.05) indicates that the predicted model can be meaningful in the experimental data. The regression coefficient suitability and coefficient of determination are shown in Table 3 and Table 4 .
The regression coefficient of SS41.
Regression coefficient of SUS304.
The results based on the regression model for kerf widths of top, bottom surface, and melting width on SS41 on the laser power and cutting speed are plotted in Figure 6 and mathematical equations are expressed in Equations (3)–(5), respectively. The regression model of kerf top is shown in Figure 6 a R sq and R sq (adj) of the kerf top are 0.90 and 0.89, respectively. When the determination coefficient is close to 1, the accuracy of the regression model is high. Therefore, the experimental data are suitable for the regression model. It also shows the most appropriate coefficient of determination among the regression models. In Figure 6 , it is found that the kerf top increases as increasing laser power. On the other hand, the variation of the kerf top is insignificant when the cutting speed increases. However, the kerf top increases when the laser power and cutting speed increase simultaneously. The regression model of kerf bottom is shown in Figure 6 b. R sq and R sq (adj) of kerf bottom are 0.89 and 0.88, respectively. This regression model is appropriate for the experimental data. It is also found that kerf bottom increase as the increasing laser power. However, the variation of kerf bottom is not variation when the cutting speed increases. It is also that the kerf top increases when the laser power and cutting speed increase simultaneously. This is similar to the experimental result of kerf top . The regression model for melting width is shown in Figure 6 c. The correlation model is suitable for experimental data. R sq and R sq (adj) were 0.86 and 0.85, respectively. This leads to the fact that the data used in the regression model were well-fitted. In the relationship of the laser parameters, the melting width increases as the increasing laser power. However, the melting width first decreases when cutting speed increases up to 3000 mm/min. After the cutting speed of 3000 m/mm, the melting width increases when the cutting speed increases. In addition, when the laser power and cutting speed increase simultaneously, the melting width increases.

Multiple regression of SS41 ( a ) kerf top , ( b ) kerf bottom , ( c ) Melting.
The regression model for kerf widths and HAZ on SUS304 is shown in Figure 7 . The regression model of kerf top is shown in Figure 7 a and mathematical equations are expressed in Equations (6)–(8), respectively. R sq and R sq (adj) are 0.80 and 0.78, respectively. The regression model is relatively suitable for experimental data. In the relation between laser power and cutting speed, it is found that the kerf top increases as the decreasing cutting speed but the variation of the kerf top is insignificant when the laser power increase. When the laser power and cutting speed increase simultaneously the variation of kerf top is relatively low. The regression model of kerf bottom is shown in Figure 7 b. R sq and R sq (adj) of kerf bottom are 0.92 and 0.91, respectively. The experimental data are suitable for the regression model. It is also the most appropriate decision coefficient among the regression models for SUS304. In the effects of laser power and cutting speed on kerf bottom , it is also found that kerf bottom increases as the increasing laser power. However, there is a little variation of the kerf bottom when the cutting speed increases. When the laser cutting speed increases up to 35,000 mm/min and the laser power increases up to 3000 W, the kerf bottom increases but, after 3000 W laser power, then it decreases slightly. The regression model for HAZ is shown in Figure 7 c. R sq and R sq (adj) are 0.85 and 0.83, respectively. This regression is in good agreement with the experimental data. In the relationship of the laser parameters, as the cutting speed increases, HAZ decreases rapidly. In addition, HAZ first decreases when laser power increases up to 2500 W but after laser power of 2500 W the HAZ increases with increasing the laser power.

Multiple regress of SUS304 ( a ) kerf top , ( b ) kerf bottom , ( c ) Heat Affected Zone.
3.6. Analysis of Variance (ANOVA)
In this section, the effect of the laser parameter is investigated through the analysis of variance (ANOVA). The ANOVA statistically analyzes the effect of each independent variable on the dependent variable during laser cutting. The advantage of ANOVA can be identified by the important factors for each independent variable, as well as the interaction effect of each parameter on laser cutting quality [ 26 ]. The variability of the experimental data can be determined by the percentage of contribution (PCR) of each independent variable. In addition, the results of the ANOVA are represented by the 95% confidence level ( p ≤ 0.05) and it is considered that the independent variable has a statistically significant effect on the experimental data. Table 5 and Table 6 for ANOVA results show Degrees of Freedom (DF), Sum of Squares (SS), Mean squares (MS), F ratio, and percentage of contribution (PCR). The SS is the sum of the squared deviations between the mean and the variance of each experimental data. The MS represents the estimate of the population variance. This is the corresponding sum of squares divided by degrees of freedom. The F ratio is the distribution ratio obtained through a comparison of variances. It is used to test whether the variance of each group is different and whether the population mean is different. The PCR is calculated based on the estimated variance components. The higher PCR indicates that the variability of the experimental data by independent variables increases. In the results of ANOVA, the P-value on the effect of each parameter and interaction effects between parameters are less than 0.05. This indicates that the parameters used have a significant effect on the experimental results.
SS41ANOVA table.
SUS304 ANOVA table.
The ANOVA results for SS41 are shown in Table 5 . ANOVA tables demonstrate the results of laser power, cutting speed, and laser power × cutting speed for the 95% confidence level ( p < 0.05). At the ANOVA table of kerf top , it shows that the most effective variable is laser power which was 59.28% of the PCR. The other variables affecting kerf top were cutting speed and laser power × cutting speed, which were 12.48% and 27.99% of PCR, respectively. At the ANOVA table of the kerf bottom , the laser power was the most effective variable, which was 73.06% of PCR. The other variables affecting kerf bottom were cutting speed and laser power × cutting speed, which were 5.63% and 20.37% of PCR, respectively. As a result of melting width, the PCR of the laser power, cutting speed, and laser power × cutting speed were found to be 59.65%, 12.08%, and 27.35%, respectively. The ANOVA results for SUS304 are shown in Table 6 . At the ANOVA table of kerf top , it shows that the most effective variable is laser power × cutting speed which was 78.33% of the PCR. The other variables affecting kerf top were laser power and cutting speed which were 9.93% and 10.45% of PCR, respectively. As the results of kerf bottom , it shows that the most effective variable was laser power × cutting speed, which was 40.25% of PCR. The other variables affecting kerf bottom were laser power and cutting speed which were 38.3% and 20.22% of PCR, respectively. At the ANOVA results of HAZ, the PCR of the laser power, cutting speed, and laser power × cutting speed were found to be 22.39%, 28.74%, and 40.78%, respectively. In the case of SS41 analyzed by ANOVA, the most effective variable of kerf top , kerf bottom , and melting was laser power. On the other hand, at the ANOVA results of SUS304, the most effective variable of the kerf top was laser power and the most effective variables of kerf bottom and HAZ was laser power × cutting speed. The most effective variables of experimental results were different. The reason why the effective variable is different is the mechanical or chemical properties of metallic materials are different. In the case of the chemical properties of materials, SUS304 includes the chemical composition of Ni and Cr. These components improve corrosion resistance and heat resistance. Especially, The Cr component interacts with the atmosphere of the O and then, the thin film is generated on the SUS304 surface [ 27 ]. This thin film can protect from the surface corrosion and heat damage and the effect of laser power might decrease due to the protecting thin film. Therefore, we assume that the effect of laser power affecting the material is low. The complex effect of laser power × cutting speed has more influence on the material than the effect of laser power. The influence of laser parameters on the components such Ni and Cr needs further study.
4. Conclusions
Nowadays, there are many types of laser systems, such as Nd:YAG laser or CO 2 laser. The CO 2 laser system has many advantages such as providing good processing quality and high processing efficiency [ 28 ]. To achieve improvement in product quality and productivity, the effects of laser parameters on the material should be considered as a major issue. In this study, the influences of the laser parameter, such as laser power and cutting speed on the SS41 and SUS304 are studied. The experimental results of laser cutting on metallic materials are analyzed through multiple regression and analysis of variance (ANOVA). The effects of each independent variable to output variables are analyzed. The conclusions of this experiment are as follows:
- We confirmed that the experimental results depend on the laser parameters. For the experimental results on E line , as E line increases, the materials are heated until they evaporate rapidly and remove material easily. Furthermore, the laser power increases, the heat entering materials increases and the spread of heat damage also increases, so the melting and HAZ width also increase.
- In the case of multiple regression on the SSand SUS it is founded that the experimental results in kerf widths, melting, and HAZ are affected by laser parameters. The effect of laser power and cutting speed is analyzed through the multiple regression model. The regression equation can appropriately predict output variables from independent variables. Besides, the coefficient of determination ( R sq ) for kerf top , kerf bottom , and melting width for SSare and respectively. For the SUS the R sq for kerf top , kerf bottom , and HAZ are and respectively. Each of R sq is suitable for experimental data and the regression model makes it possible to predict the effect of laser parameters on the material.
- The results of the ANOVA on the SSand SUSanalyze the effect of each independent variable on the dependent variable during laser cutting. The most effective variable in kerf top , kerf bottom , and melting width on SSis laser power. In the case of kerf top on the SUS the most effective variables are laser power × cutting speed. On the other hand, for the kerf bottom and HAZ, the interaction effects of the laser power × cutting speed have been found most effective variables. The most effective variables are determined differently on SS41 and SUS 304. This may be caused by different chemical properties of metallic materials. Especially, we assumed that the influence of Ni and Cr components in SUS304 plays a critical role in the laser cutting. Therefore, the effect of laser cutting parameters on the chemical properties of SUS304 needs further study.
Author Contributions
D.L. and S.S. conceived and designed the experiments; D.L. and S.S. performed the experiments; D.L., S.S. analyzed the data; D.L., S.S. wrote the paper. All authors have read and agreed to the published version of the manuscript.
The research described herein was sponsored by the National Research Foundation of Korea (NRF) grant funded by the Korean government (MSIP; Ministry of Science, ICT and Future planning) (No. 2019R1A2C1089644). The opinions expressed in this paper are those of the authors and do not necessarily reflect the views of the sponsors.
Conflicts of Interest
The authors declare no conflict of interest.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations.

MDF and Acrylic, Laser cut model for thesis

This was the model for my Thesis project of Architecture. It was completely made in house with budget of 13k. It was one tough job because of the Read More
Creative fields.

Architecture

No use is allowed without explicit permission from owner
ULTRAFAST LASER ABSORPTION SPECTROSCOPY IN THE ULTRAVIOLET AND MID-INFRARED FOR CHARACTERIZING NON-EQUILIBRIUM GASES
Laser absorption spectroscopy (LAS) is a widely used technique to acquire path-integrated measurements of gas properties such as temperature and mole fraction. Although extremely useful, the application of LAS to study heterogeneous combustion environments can be challenging. For example, beam steering can be one such challenge that arises during measurements in heterogeneous combustion environments such as metallized propellant flames or measurements at high-pressure conditions. The ability to only obtain path integrated measurements has been a major challenge of conventional LAS techniques, especially in characterizing combustion environments with a non-uniform thermo-chemical distribution along the line of sight (LOS). Additionally, simultaneous measurements of multiple species using LAS with narrow-bandwidth lasers often necessitates employing multiple light sources. Aerospace applications, such as characterizing hypersonic flows may require ultrashort time resolution to study fast-evolving chemistry. Similarly, atmospheric entry most often requires measurements of atoms and molecules that absorb at wavelengths ranging from ultraviolet to mid-infrared. The availability of appropriate light sources for such measurements has been limited. In the past, several researchers have come up with diagnostic techniques to overcome the above-mentioned challenges to a certain extent. Most often, these solutions have been need-based while compromising on other diagnostic capabilities. Therefore, LAS diagnostics capable of acquiring broadband measurements with ultrafast time resolution and the ability to acquire measurements at wavelengths in ultraviolet through mid-infrared is required to study advanced combustion systems and for the development of advanced aerospace systems for future space missions. Ultrafast laser absorption spectroscopy is one such technique that provides broadband measurements, enabling simultaneous multi-species and high-pressure measurements. The light source utilized for ULAS provides the ultrafast time resolution necessary for resolving fast-occurring chemistry and more importantly the ability to acquire measurements at a wide range of wavelengths ranging from ultraviolet to far-infrared. The development and application of ULAS for characterizing propellant flames and hypersonic flows under non-equilibrium conditions by overcoming the above-mentioned challenges is presented here.
This work describes the development of a single-shot ultrafast laser absorption spectroscopy (ULAS) diagnostic for simultaneous measurements of temperature and concentrations of CO, NO, and H 2 O in flames and aluminized fireballs of HMX (C 4 H 8 N 8 O 8 ). Ultrashort (55 fs) pulses from a Ti:Sapphire oscillator emitting near 800 nm were amplified and converted into the mid-infrared through optical parametric amplification (OPA) at a repetition rate of 5 kHz. Ultimately, pulses with a spectral bandwidth of ≈600 cm -1 centered near 4.9 µm were utilized in combination with a mid-infrared spectrograph to measure absorbance spectra of CO, NO, and H 2 O across a 30 nm bandwidth with a spectral resolution of 0.3 nm. The gas temperature and species concentrations were determined by least-squares fitting simulated absorbance spectra to measured absorbance spectra. Measurements of temperature, CO, NO, and H 2 O were acquired in an HMX flame burning in air at atmospheric pressure and the measurements agree well with previously published results. Measurements were also acquired in fireballs of HMX with and without 16.7 wt% H-5 micro-aluminum. Time histories of temperature and column densities are reported with a 1-σ precision of 0.4% for temperature and 0.3% (CO), 0.6% (NO), and 0.5% (H 2 O), and 95% confidence intervals (C.I.) of 2.5% for temperature and 2.5% (CO), 11% (NO), and 7% (H 2 O), thereby demonstrating the ability of ULAS to provide high-fidelity, multi-parameter measurements in harsh combustion environments. The results indicate that the addition of the micron-aluminum increases the fireball peak temperature by ≈100 K and leads to larger concentrations of CO. The addition of aluminum also increases the duration fireballs remain at elevated temperatures above 2000 K.
Next, the application of ULAS for dual-zone temperature and multi-species (CO, NO, H 2 O, CO 2 , HCl, and HF) measurements in solid-propellant flames is presented. ULAS measurements were acquired at three different central wavelengths (5.121 µm, 4.18 µm, and 3.044 µm) for simultaneous measurements of temperature and: 1) CO, NO, and H 2 O, 2) CO 2 and HCl, and 3) HF and H 2 O. Absorption measurements with a spectral resolution of 0.35 nm and bandwidth of 7 cm -1 , 18 cm -1 , and 35 cm -1 , respectively were acquired. In some cases, a dual-zone absorption spectroscopy model was implemented to accurately determine the gas temperature in the hot flame core and cold flame boundary layer via broadband absorption measurements of CO 2 , thereby overcoming the impact of line-of-sight non-uniformities. Results illustrate that the hot-zone temperature of CO 2 agrees well with the equilibrium flame temperature and single-zone thermometry of CO, the latter of which is insensitive to the cold boundary layer due to the corresponding oxidation of CO to CO 2 .
The initial development and implementation of an ultraviolet and broadband ultrafast-laser-absorption-imaging (UV-ULAI) diagnostic for one dimensional (1D) imaging of temperature and CN via its B 2 Σ + ← X 2 Σ + absorption bands near 385 nm. The diagnostic was demonstrated by acquiring single-shot measurements of 1D temperature and CN profiles in HMX flames at a repetition rate of 25 Hz. Ultrashort pulses (55 fs) at 800 nm were generated using a Ti:Sapphire oscillator and then amplification and wavelength conversion to the ultraviolet was carried out utilizing an optical parametric amplifier and frequency doubling crystals. The broadband pulses were spectrally resolved using a 1200 l/mm grating and imaged on an EMCCD camera to obtain CN absorbance spectra with a resolution of ≈0.065 nm and a bandwidth of ≈4 nm (i.e. 260 cm -1 ). Simulated absorbance spectra of CN were fit to the measured absorbance spectra using non-linear curve fitting to determine the gas properties. The spatial evolution of gas temperature and CN concentration near the burning surface of an HMX flame was measured with a spatial resolution of ≈10 µm. 1D profiles of temperature and CN concentration were obtained with a 1-σ spatial precision of 49.3 K and 4 ppm. This work demonstrates the ability of UV-ULAI to acquire high-precision, spatially resolved absorption measurements with unprecedented temporal and spatial resolution. Further, this work lays the foundation for ultraviolet imaging of numerous atomic and molecular species with ultrafast time resolution.
Ultraviolet ULAS was applied to characterize the temporal evolution of non-Boltzmann CN ( X 2 Σ + ) formed behind strong shock waves in N 2 -CH 4 mixtures at conditions relevant to entry into Titan's atmosphere. An ultrafast (femtosecond) light source was utilized to produce 55 fs pulses near 385 nm at a repetition rate of 5 kHz and a spectrometer with a 2400 lines/mm grating was utilized to spectrally resolve the pulses after passing through the Purdue High-Pressure Shock Tube. This enabled broadband single-shot absorption measurements of CN to be acquired with a spectral resolution and bandwidth of ≈0.02 nm and ≈6 nm (≈402 cm -1 at these wavelengths), respectively. A line-by-line absorption spectroscopy model for the B 2 Σ + ← X 2 Σ + system of CN was developed and utilized to determine six internal temperatures (two vibrational temperatures, four rotational) of CN from the (0,0), (1,1), (2,2) and (3,3) absorption bands. Measurements were acquired behind reflected shock waves in 5.65% CH 4 and 94.35% N 2 with an initial pressure of 1.56 mbar and incident shock speed of ≈2.1 km/s. For this test condition, the chemically and vibrationally frozen temperature of the mixture behind the reflected shock was 5000 K and the pressure was 0.6 atm. The high repeatability of the shock-tube experiments (0.3% variation in shock speed across tests) enabled multi-shock time histories of CN mole fraction and six internal temperatures to be acquired with a single-shot time resolution of less than 1 ns. The measurements revealed that CN X 2 Σ + is non-Boltzmann rotationally and vibrationally for greater than 200 µs, thereby strongly suggesting that chemical reactions are responsible for the non-Boltzmann population distributions.
Characterization of nanopropellant combustion and agglomerate-breakup physics via infrared laser-absorption imaging
United States Air Force
Wavelength-Modulation Absorption Spectroscopy for MHz Thermometry & Species Sensing in Optically Dense Fireballs
Defense Threat Reduction Agency
ULTRAFAST LASER ABSORPTION SPECTROSCOPY FOR CHARACTERIZING SHOCK-HEATED GASES
National Aeronautics and Space Administration
Degree Type
- Doctor of Philosophy
- Mechanical Engineering
Campus location
- West Lafayette
Advisor/Supervisor/Committee Chair
Additional committee member 2, additional committee member 3, additional committee member 4, additional committee member 5, usage metrics.
- Chemical and thermal processes in energy and combustion
- Nonlinear optics and spectroscopy
- Atomic and molecular physics
- Transport properties and non-equilibrium processes
- Hypersonic propulsion and hypersonic aerothermodynamics

Laser and optical radiation weed control: a critical review
- Published: 26 May 2024
Cite this article

- Hongbo Zhang ORCID: orcid.org/0000-0002-6923-5604 1 ,
- Deng Cao 2 ,
- Wenjing Zhou 3 &
- Ken Currie 1
91 Accesses
Explore all metrics
The success of weed control is critical for our food security. Non-chemical weed control is a promising technique in sustainable agriculture to ensure the food security. In this review, multiple directed energy weed control methods are reviewed with a specific focus on laser and optical radiation weed control. The mechanisms of the weed control in terms of adverse ablation, radiation thermal effects, and molecular-level damages are systematically reviewed. In particular, the underlying mathematical models determining the dose and response relationship of the weed control are also analyzed for a rigorous study of the physical law of the control process. Challenges of applying the techniques into practice are also illustrated to guide practical weed control applications.
This is a preview of subscription content, log in via an institution to check access.
Access this article
Price includes VAT (Russian Federation)
Instant access to the full article PDF.
Rent this article via DeepDyve
Institutional subscriptions
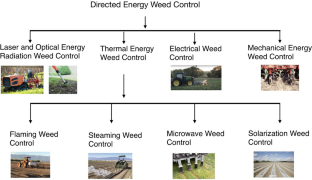
Similar content being viewed by others

Controlling Weeds with Microwave Energy

Laser weeding: opportunities and challenges for couch grass (Elymus repens (L.) Gould) control

Common Treatment Technology in ENT
Data availability.
Not applicable.
Abu-Irmaileh, B. E. (1991). Weed control in vegetables by soil solarization. FAO Plant Protection and Protection Paper, 109 , 155–160.
Google Scholar
Alfahhad, M. A. (2010). High resolution of diffusion reflection and transmission spectrum of hails potato. Asian Journal of Chemistry, 22 (9), 7383–7388.
CAS Google Scholar
Allen, W. A., Gausman, H. W., Richardson, A. J., & Thomas, J. R. (1969). Interaction of isotropic light with a compact plant leaf. Josa, 59 (10), 1376–1379.
Article CAS Google Scholar
AlSuwaidi A, Veys C, Hussey M, Grieve B, Yin H (2016) Hyperspectral selection based algorithm for plant classification. In: 2016 IEEE International Conference on Imaging Systems and Techniques (IST), IEEE, pp 395–400
Amoruso, S., Armenante, M., Berardi, V., Bruzzese, R., & Spinelli, N. (1997). Absorption and saturation mechanisms in aluminium laser ablated plasmas. Applied Physics A, 65 , 265–271.
Andreasen C, Hansen L, Streibig JC (1999) The effect of ultraviolet radiation on the fresh weight of some weeds and crops. Weed Technology pp 554–560
Andreasen, C., Scholle, K., & Saberi, M. (2022). Laser weeding with small autonomous vehicles: Friends or foes? Frontiers in Agronomy, 4 , 841086.
Article Google Scholar
Andres K, Zhang H (2019) Detection of laser reflection in wild. In: Laser Science, Optica Publishing Group, pp JW4A–107
ASCARD. (1998). Comparison of flaming and infrared radiation techniques for thermal weed control. Weed Research, 38 (1), 69–76.
Ascard, J. (1994). Dose-response models for flame weeding in relation to plant size and density. Weed Research, 34 (5), 377–385.
Ascard, J. (1995). Effects of flame weeding on weed species at different developmental stages. Weed Research, 35 (5), 397–411.
Ascard J, Hatcher P, Melander B, Upadhyaya M, Blackshaw R (2007) 10 thermal weed control. Non-chemical weed management: principles, concepts and technology pp 155–175
Atha, D. H., Wang, H., Petersen, E. J., Cleveland, D., Holbrook, R. D., Jaruga, P., Dizdaroglu, M., Xing, B., & Nelson, B. C. (2012). Copper oxide nanoparticle mediated DNA damage in terrestrial plant models. Environmental Science & Technology, 46 (3), 1819–1827.
Atrashevskii, Y. I., Sikorskii, A., Sikorskii, V., & Stel’makh, G. (1999). The reflection and scattering of light by a plant leaf. Journal of Applied Spectroscopy, 66 (1), 105–114.
Barcikowski, S., & Ostendorf, A. (2006). Laser cutting and joining of wooden materials: How both processes are determined by the heat affected zone. Pacific International Conference on Applications of Lasers and Optics, Laser Institute of America, 2006 , 287–292.
Barcikowski, S., Koch, G., & Odermatt, J. (2006). Characterisation and modification of the heat affected zone during laser material processing of wood and wood composites. Holz als Roh-und Werkstoff, 64 (2), 94–103.
Barkana, Y., & Belkin, M. (2000). Laser eye injuries. Survey of Ophthalmology, 44 (6), 459–478.
Article CAS PubMed Google Scholar
Barnes, P. W., Flint, S. D., & Caldwell, M. M. (1990). Morphological responses of crop and weed species of different growth forms to ultraviolet-b radiation. American Journal of Botany, 77 (10), 1354–1360.
Bauer, M. V., Marx, C., Bauer, F. V., Flury, D. M., Ripken, T., & Streit, B. (2020). Thermal weed control technologies for conservation agriculture-a review. Weed Research, 60 (4), 241–250.
Bloembergen, N. (1974). Laser-induced electric breakdown in solids. IEEE Journal of Quantum Electronics, 10 (3), 375–386.
Bond, W., & Grundy, A. (2001). Non-chemical weed management in organic farming systems. Weed Research, 41 (5), 383–405.
Borregaard, T., Nielsen, H., Nørgaard, L., & Have, H. (2000). Crop-weed discrimination by line imaging spectroscopy. Journal of Agricultural Engineering Research, 75 (4), 389–400.
Bossu J, Gée C, Guillemin J, Truchetet F, et al. (2005) Feasibility of a real-time weed detection system using spectral reflectance. In: Precision agriculture’05. Papers presented at the 5th European Conference on Precision Agriculture, Uppsala, Sweden, Wageningen Academic Publishers, pp 123–130
Brettel, K., & Byrdin, M. (2010). Reaction mechanisms of dna photolyase. Current Opinion in Structural Biology, 20 (6), 693–701.
Brodie G (2018) The use of physics in weed control. In: Non-chemical weed control, Elsevier, pp 33–59
Brugnoli, E., & Björkman, O. (1992). Chloroplast movements in leaves: influence on chlorophyll fluorescence and measurements of light-induced absorbance changes related to \(\delta\) ph and zeaxanthin formation. Photosynthesis Research, 32 (1), 23–35.
Buchanan, B. B. (1980). Role of light in the regulation of chloroplast enzymes. Annual Review of Plant Physiology, 31 (1), 341–374.
Bulgakova, N., Bulgakov, A., & Babich, L. (2004). Energy balance of pulsed laser ablation: thermal model revised. Applied Physics A, 79 (4), 1323–1326.
Burks, T., Shearer, S., Gates, R., & Donohue, K. (2000). Backpropagation neural network design and evaluation for classifying weed species using color image texture. Transactions of the ASAE, 43 (4), 1029.
Burks, T., Shearer, S., & Payne, F. (2000). Classification of weed species using color texture features and discriminant analysis. Transactions of the ASAE, 43 (2), 441–448.
Caldwell M (1981) Plant response to solar ultraviolet radiation. In: Physiological plant ecology I, Springer, pp 169–197
Caldwell, M. M. (1971). Solar uv irradiation and the growth and development of higher plants. Photophysiology, 6 , 131–177.
Candido, V., D’Addabbo, T., Miccolis, V., & Castronuovo, D. (2011). Weed control and yield response of soil solarization with different plastic films in lettuce. Scientia Horticulturae, 130 (3), 491–497.
Cen, Y. P., & Bornman, J. F. (1990). The response of bean plants to UV-B radiation under different irradiances of background visible light. Journal of Experimental Botany, 41 (11), 1489–1495.
Cen, Y. P., & Bornman, J. F. (1993). The effect of exposure to enhanced uv-b radiation on the penetration of monochromatic and polychromatic uv-b radiation in leaves of brassica napus. Physiologia Plantarum, 87 (3), 249–255.
Chaisattapagon, N. Z. C. (1995). Effective criteria for weed identification in wheat fields using machine vision. Transactions of the ASAE, 38 (3), 965–974.
Choudhury, A. K. R. (2014). Principles of colour and appearance measurement: Object appearance, colour perception and instrumental measurement . Elsevier.
Cisneros, J. J., & Zandstra, B. H. (2008). Flame weeding effects on several weed species. Weed Technology, 22 (2), 290–295.
Cline, M., & Salisbury, F. (1966). Effects of ultraviolet radiation on the leaves of higher plants. Radiation Botany, 6 (2), 151–163.
Coleman GR, Bender A, Hu K, Sharpe SM, Schumann AW, Wang Z, Bagavathiannan MV, Boyd NS, Walsh MJ (2022) Weed detection to weed recognition: reviewing 50 years of research to identify constraints and opportunities for large-scale cropping systems. Weed Technology pp 1–50
Crump P, Dong W, Grimshaw M, Wang J, Patterson S, Wise D, DeFranza M, Elim S, Zhang S, Bougher M, et al. (2007) 100-w+ diode laser bars show> 71% power conversion from 790-nm to 1000-nm and have clear route to> 85%. In: High-Power Diode Laser Technology and Applications V, International Society for Optics and Photonics, vol 6456, p 64560M
Dainty J, Ginzburg B (1964) The reflection of coefficient of plant cell membranes for certain solutes. Biochimica et Biophysica Acta (BBA)-Specialized Section on Biophysical Subjects 79(1):129–137
Davis, A. S., & Frisvold, G. B. (2017). Are herbicides a once in a century method of weed control? Pest Management Science, 73 (11), 2209–2220.
Decker, C. (1998). The use of UV irradiation in polymerization. Polymer International, 45 (2), 133–141.
El-Faki MS, Zhang N, Peterson D (2000) Weed detection using color machine vision. Transactions of the ASAE 43(6):1969
Fankhauser, C., & Chory, J. (1997). Light control of plant development. Annual Review of Cell and Developmental Biology, 13 (1), 203–229.
Fennimore, S. A., Slaughter, D. C., Siemens, M. C., Leon, R. G., & Saber, M. N. (2016). Technology for automation of weed control in specialty crops. Weed Technology, 30 (4), 823–837.
Ferentinos, K. P. (2018). Deep learning models for plant disease detection and diagnosis. Computers and Electronics in Agriculture, 145 , 311–318.
Glenn, E. P., Huete, A. R., Nagler, P. L., & Nelson, S. G. (2008). Relationship between remotely-sensed vegetation indices, canopy attributes and plant physiological processes: What vegetation indices can and cannot tell us about the landscape. Sensors, 8 (4), 2136–2160.
Article PubMed PubMed Central Google Scholar
Haferkamp, H., Von Busse, A., Barcikowski, S., Ostendorf, A., & Bunte, J. (2004). Laser transmission welding of polymer and wood composites: Material and joint mechanism related studies. Journal of Laser Applications, 16 (4), 198–205.
Hasan AM, Sohel F, Diepeveen D, Laga H, Jones MG (2022) Weed recognition using deep learning techniques on class-imbalanced imagery. Crop and Pasture Science
Heisel, T., Schou, J., Christensen, S., & Andreasen, C. (2001). Cutting weeds with a co2 laser. Weed Research, 41 (1), 19–29.
Heisel, T., Schou, J., Andreasen, C., & Christensen, S. (2002). Using laser to measure stem thickness and cut weed stems. Weed Research, 42 (3), 242–248.
Hernandez, J. C., Crouse, P., & Li, L. (2007). High-power yb-doped fibre laser for cutting dry pine wood. World Congress on Engineering, 2 , 1129–1134.
Hollósy, F. (2002). Effects of ultraviolet radiation on plant cells. Micron, 33 (2), 179–197.
Article PubMed Google Scholar
Horowitz M, Regev Y, Herzlinger G (1983) Solarization for weed control. Weed Science pp 170–179
Hu, K., Wang, Z., Coleman, G., Bender, A., Yao, T., Zeng, S., Song, D., Schumann, A., & Walsh, M. (2024). Deep learning techniques for in-crop weed recognition in large-scale grain production systems: a review. Precision Agriculture, 25 (1), 1–29.
Image S (2023) Chemical-free weed killer @ sharperimage.com. https://www.sharperimage.com/view/product/Chemical-Free+Weed+Killer/207416
Jackson JA, Jackson PA (U.S. Patent, US8872136 2014) Plant eradication using non-mutating low energy rapid unnatural dual component illumination protocol (rudcip) in four parameters
Jäger, K., & Zeman, M. (2009). A scattering model for surface-textured thin films. Applied Physics Letters . https://doi.org/10.1063/1.3254239
Jansen, M. A., Gaba, V., & Greenberg, B. M. (1998). Higher plants and UV-B radiation: balancing damage, repair and acclimation. Trends in Plant Science, 3 (4), 131–135.
Johansson, J., Berg, R., Pifferi, A., Svanberg, S., & Björn, L. O. (1999). Time-resolved studies of light propagation in crassula and phaseolus leaves. Photochemistry and Photobiology, 69 (2), 242–247.
CAS PubMed Google Scholar
Jones, G., Gée, C., & Truchetet, F. (2009). Modelling agronomic images for weed detection and comparison of crop/weed discrimination algorithm performance. Precision Agriculture, 10 (1), 1–15.
Kakani, V., Reddy, K., Zhao, D., & Sailaja, K. (2003). Field crop responses to ultraviolet-B radiation: a review. Agricultural and Forest Meteorology, 120 (1–4), 191–218.
Kanskar, M., Earles, T., Goodnough, T., Stiers, E., Botez, D., & Mawst, L. (2005). 73% cw power conversion efficiency at 50 w from 970 nm diode laser bars. Electronics Letters, 41 (5), 245–247.
Khan, M. A., Marwat, K. B., Amin, A., Nawaz, A., Khan, R., Khan, H., & Shah, H. U. (2012). Soil solarization: An organic weed-management approach in cauliflower. Communications in Soil Science and Plant Analysis, 43 (13), 1847–1860.
Kimball, B. (2005). Theory and performance of an infrared heater for ecosystem warming. Global Change Biology, 11 (11), 2041–2056.
Kimball, B. A., Alonso-Rodríguez, A. M., Cavaleri, M. A., Reed, S. C., González, G., & Wood, T. E. (2018). Infrared heater system for warming tropical forest understory plants and soils. Ecology and Evolution, 8 (4), 1932–1944.
Kounalakis T, Triantafyllidis GA, Nalpantidis L (2016) Weed recognition framework for robotic precision farming. In: 2016 IEEE International Conference on Imaging Systems and Techniques (IST), IEEE, pp 466–471
Kraemer F, Schaefer A, Eitel A, Vertens J, Burgard W (2017) From plants to landmarks: Time-invariant plant localization that uses deep pose regression in agricultural fields. Preprint arXiv:1709.04751
Krishnamurthy, K., Khurana, H. K., Soojin, J., Irudayaraj, J., & Demirci, A. (2008). Infrared heating in food processing: An overview. Comprehensive Reviews in Food Science and Food Safety, 7 (1), 2–13.
Krizek, D. T., Mirecki, R. M., & Britz, S. J. (1997). Inhibitory effects of ambient levels of solar UV-A and UV-B radiation on growth of cucumber. Physiologia Plantarum, 100 (4), 886–893.
Kunz, C., Weber, J. F., Peteinatos, G. G., Sökefeld, M., & Gerhards, R. (2018). Camera steered mechanical weed control in sugar beet, maize and soybean. Precision Agriculture, 19 (4), 708–720.
Laser W (2023) Results - welaser. https://welaser-project.eu/results/
Lati, R. N., Rosenfeld, L., David, I. B., & Bechar, A. (2021). Power on! low-energy electrophysical treatment is an effective new weed control approach. Pest Management Science, 77 (9), 4138–4147.
Leboeuf, J., Chen, K. R., Donato, J., Geohegan, D., Liu, C., Puretzky, A., & Wood, R. (1996). Modeling of dynamical processes in laser ablation. Applied Surface Science, 96 , 14–23.
Lee, W. S., Slaughter, D., & Giles, D. (1999). Robotic weed control system for tomatoes. Precision Agriculture, 1 (1), 95–113.
Lottes, P., Behley, J., Chebrolu, N., Milioto, A., & Stachniss, C. (2020). Robust joint stem detection and crop-weed classification using image sequences for plant-specific treatment in precision farming. Journal of Field Robotics, 37 (1), 20–34.
Manetas Y (1997) Effects of uv-b radiation on terrestrial plants. In: Solar Ultraviolet Radiation, Springer, pp 201–208
Manova, V., & Gruszka, D. (2015). Dna damage and repair in plants-from models to crops. Frontiers in Plant Science, 6 , 885.
Marenco, R. A., & Lustosa, D. C. (2000). Soil solarization for weed control in carrot. Pesquisa Agropecuária Brasileira, 35 (10), 2025–2032.
Marx, C., Barcikowski, S., Hustedt, M., Haferkamp, H., & Rath, T. (2012). Design and application of a weed damage model for laser-based weed control. Biosystems Engineering, 113 (2), 148–157.
Masuma, R., Kashima, S., Kurasaki, M., & Okuno, T. (2013). Effects of UV wavelength on cell damages caused by UV irradiation in pc12 cells. Journal of Photochemistry and Photobiology B: Biology, 125 , 202–208.
Mathiassen, S. K., Bak, T., Christensen, S., & Kudsk, P. (2006). The effect of laser treatment as a weed control method. Biosystems Engineering, 95 (4), 497–505.
Mazda, F. (2014). Telecommunications Engineer’s Reference Book . Butterworth-Heinemann.
Melander, B., & Jørgensen, M. (2005). Soil steaming to reduce intrarow weed seedling emergence. Weed Research, 45 (3), 202–211.
Melander, B., & Kristensen, J. K. (2011). Soil steaming effects on weed seedling emergence under the influence of soil type, soil moisture, soil structure and heat duration. Annals of Applied Biology, 158 (2), 194–203.
Melander B, Jørgensen MH, Elsgaard L (2004) Recent results in the development of band steaming for intra-row weed control. In: Abstracts 6th EWRS Workshop on Physical and Cultural Weed Control, p 21
Melander, B., Rasmussen, I. A., & Bàrberi, P. (2005). Integrating physical and cultural methods of weed control-examples from European research. Weed Science, 53 (3), 369–381.
Meng, F., & Dudley, J. M. (2020). Toward a self-driving ultrafast fiber laser. Light, Science & Applications, 9 , 26.
Middleton, E. M., & Teramura, A. H. (1993). The role of flavonol glycosides and carotenoids in protecting soybean from ultraviolet-b damage. Plant Physiology, 103 (3), 741–752.
Article CAS PubMed PubMed Central Google Scholar
Modlitbová, P., Pořízka, P., & Kaiser, J. (2020). Laser-induced breakdown spectroscopy as a promising tool in the elemental bioimaging of plant tissues. TrAC Trends in Analytical Chemistry, 122 , 115729.
Mohameth, F., Bingcai, C., & Sada, K. A. (2020). Plant disease detection with deep learning and feature extraction using plant village. Journal of Computer and Communications, 8 (6), 10–22.
Modeń, K., Barabasz-Krasny, B., & Zandi, P. (2020). Effect of long-term of he-ne laser light irradiation on selected physiological processes of triticale. Plants, 9 (12), 1703.
Mu, Y., Ni, R., Fu, L., Luo, T., Feng, R., Li, J., Pan, H., Wang, Y., Sun, Y., Gong, H., et al. (2022). Densenet weed recognition model combining local variance preprocessing and attention mechanism. Frontiers in Plant Science . https://doi.org/10.3389/fpls.2022.1041510
Nasiri, A., Omid, M., Taheri-Garavand, A., & Jafari, A. (2022). Deep learning-based precision agriculture through weed recognition in sugar beet fields. Sustainable Computing: Informatics and Systems, 35 , 100759.
Parra, L., Marin, J., Yousfi, S., Rincón, G., Mauri, P. V., & Lloret, J. (2020). Edge detection for weed recognition in lawns. Computers and Electronics in Agriculture, 176 , 105684.
Peñuelas, J., & Filella, I. (1998). Visible and near-infrared reflectance techniques for diagnosing plant physiological status. Trends in Plant Science, 3 (4), 151–156.
Peruzzi, A., Martelloni, L., Frasconi, C., Fontanelli, M., Pirchio, M., & Raffaelli, M. (2017). Machines for non-chemical intra-row weed control in narrow and wide-row crops: A review. Journal of Agricultural Engineering, 48 (2), 57–70.
Petráš, D., & Kalus, D. (2000). Effect of thermal comfort/discomfort due to infrared heaters installed at workplaces in industrial buildings. Indoor and Built Environment, 9 (3–4), 148–156.
Piron, A., van der Heijden, F., & Destain, M. F. (2011). Weed detection in 3D images. Precision Agriculture, 12 (5), 607–622.
Pretto, A., Aravecchia, S., Burgard, W., Chebrolu, N., Dornhege, C., Falck, T., Fleckenstein, F., Fontenla, A., Imperoli, M., Khanna, R., Liebisch, F., Lottes, P., Milioto, A., Nardi, D., Nardi, S., Pfeifer, J., Popović, M., Potena, C., Pradalier, C., … Nieto, J. (2021). Building an aerial-ground robotics system for precision farming: An adaptable solution. IEEE Robotics & Automation Magazine, 28 (3), 29–49. https://doi.org/10.1109/MRA.2020.3012492
Priya CA, Balasaravanan T, Thanamani AS (2012) An efficient leaf recognition algorithm for plant classification using support vector machine. In: International conference on pattern recognition, informatics and medical engineering (PRIME-2012), IEEE, pp 428–432
Raja, R., Nguyen, T. T., Slaughter, D. C., & Fennimore, S. A. (2020). Real-time weed-crop classification and localisation technique for robotic weed control in lettuce. Biosystems Engineering, 192 , 257–274.
Robotics C (2023) 2022 laserweeder implement. https://carbonrobotics.com/laserweeder
Rousseaux, M. C., Ballaré, C. L., Giordano, C. V., Scopel, A. L., Zima, A. M., Szwarcberg-Bracchitta, M., Searles, P. S., Caldwell, M. M., & Díaz, S. B. (1999). Ozone depletion and UVB radiation: Impact on plant DNA damage in southern South America. Proceedings of the National Academy of Sciences, 96 (26), 15310–15315.
Sartorato, I., Zanin, G., Baldoin, C., & De Zanche, C. (2006). Observations on the potential of microwaves for weed control. Weed Research, 46 (1), 1–9.
Scharffetter, K., Wlaschek, M., Hogg, A., Bolsen, K., Schothorst, A., Goerz, G., Krieg, T., & Plewig, G. (1991). UVA irradiation induces collagenase in human dermal fibroblasts in vitro and in vivo. Archives of Dermatological Research, 283 (8), 506–511.
Shull, C. A. (1929). A spectrophotometric study of reflection of light from leaf surfaces. Botanical Gazette, 87 (5), 583–607.
Siddiqi MH, Ahmad I, Sulaiman SB (2009) Weed recognition based on erosion and dilation segmentation algorithm. In: 2009 International Conference on Education Technology and Computer, IEEE, pp 224–228
Sillion F, Puech C (1989) A general two-pass method integrating specular and diffuse reflection. In: Proceedings of the 16th annual conference on Computer graphics and interactive techniques, pp 335–344
Singh, A. K., Ganapathysubramanian, B., Sarkar, S., & Singh, A. (2018). Deep learning for plant stress phenotyping: Trends and future perspectives. Trends in Plant Science, 23 (10), 883–898.
Sirikunkitti S, Chongcharoen K, Yoongsuntia P, Ratanavis A (2019) Progress in a development of a laser-based weed control system. In: 2019 Research, Invention, and Innovation Congress (RI2C), IEEE, pp 1–4
Sirvydas A, Lazauskas P, Vasinauskiene R, Kerpauska P (2002) Thermal weed control by water steam. In: Proceedings of the 5 th EWRS workshop on physical and cultural weed control, Citeseer, pp 11–13
Slaughter, D., Giles, D., & Downey, D. (2008). Autonomous robotic weed control systems: A review. Computers and Electronics in Agriculture, 61 (1), 63–78.
Slaven MJ, Koch M, Borger CP (2023) Exploring the potential of electric weed control: A review. Weed Science pp 1–49
Sliney, D. H. (1995). Laser safety. Lasers in Surgery and Medicine, 16 (3), 215–225.
Sliney, D. H. (1996). Laser effects on vision and ocular exposure limits. Applied Occupational and Environmental Hygiene, 11 (4), 313–319.
Staberg, B., Wulf, H. C., Klemp, P., Poulsen, T., & Brodthagen, H. (1983). The carcinogenic effect of UVA irradiation. Journal of Investigative Dermatology, 81 (6), 517–519.
Šul’gin, I., Hazanov, V., Klešnin, A., et al. (1960). On the reflection of light from leaves and its relation to leaf structure. Doklady Akademii nauk SSSR, 134 , 471–4.
Sun J, Yang K, He X, Luo Y, Wu X, Shen J (2022) Beet seedling and weed recognition based on convolutional neural network and multi-modality images. Multimedia Tools and Applications pp 1–20
Tao, T., & Wei, X. (2022). A hybrid CNN-SVM classifier for weed recognition in winter rape field. Plant Methods, 18 (1), 29.
Thorp, K., & Tian, L. (2004). A review on remote sensing of weeds in agriculture. Precision Agriculture, 5 (5), 477–508.
Too, E. C., Yujian, L., Njuki, S., & Yingchun, L. (2019). A comparative study of fine-tuning deep learning models for plant disease identification. Computers and Electronics in Agriculture, 161 , 272–279.
Torres, M., Perez-Boada, S., & Duran, J. (1988). Growth analysis by different mathematical models of barley plants after UV-A irradiation. Environmental and experimental botany, 28 (4), 315–321.
Tran D, Schouteten JJ, Degieter M, Krupanek J, Jarosz W, Areta A, Emmi L, De Steur H, Gellynck X (2023) European stakeholders’ perspectives on implementation potential of precision weed control: the case of autonomous vehicles with laser treatment. Precision Agriculture pp 1–23
Van Evert, F. K., Fountas, S., Jakovetic, D., Crnojevic, V., Travlos, I., & Kempenaar, C. (2017). Big data for weed control and crop protection. Weed Research, 57 (4), 218–233.
Vasantgadkar, N. A., Bhandarkar, U. V., & Joshi, S. S. (2010). A finite element model to predict the ablation depth in pulsed laser ablation. Thin Solid Films, 519 (4), 1421–1430.
Verma, S., Chug, A., & Singh, A. P. (2020). Application of convolutional neural networks for evaluation of disease severity in tomato plant. Journal of Discrete Mathematical Sciences and Cryptography, 23 (1), 273–282.
Vigneault C, Benoît DL (2001) Electrical weed control: Theory and applications. In: Physical control methods in plant protection, Springer, pp 174–188
Virbickaite, R., Sirvydas, A., Kerpauskas, P., & Vasinauskiene, R. (2006). The comparison of thermal and mechanical systems of weed control. Agronomy Research, 4 , 451–455.
Visser, R., & Timmermans, A. (1996). Weed-it: A new selective weed control system. Optics in Agriculture, Forestry, and Biological Processing II, SPIE, 2907 , 120–129.
Vrindts, E., & De Baerdemaeker, J. (1999). Optical weed detection and evaluation using reflection measurements. Precision Agriculture and Biological Quality, SPIE, 3543 , 279–289.
Vrindts, E., De Baerdemaeker, J., & Ramon, H. (2002). Weed detection using canopy reflection. Precision Agriculture, 3 , 63–80.
Weyler, J., Milioto, A., Falck, T., Behley, J., & Stachniss, C. (2021). Joint plant instance detection and leaf count estimation for in-field plant phenotyping. IEEE Robotics and Automation Letters, 6 (2), 3599–3606.
Witteman, W. J. (2013). The CO2 Laser, (Vol. 53). Springer.
Woebbecke, D., Meyer, G., Von Bargen, K., & Mortensen, D. (1995). Shape features for identifying young weeds using image analysis. Transactions of the ASAE, 38 (1), 271–281.
Wolff, L. B. (1994). Relative brightness of specular and diffuse reflection. Optical Engineering, 33 (1), 285–293.
Wöltjen, C., Haferkamp, H., Rath, T., & Herzog, D. (2008). Plant growth depression by selective irradiation of the meristem with co2 and diode lasers. Biosystems Engineering, 101 (3), 316–324.
Wu SG, Bao FS, Xu EY, Wang YX, Chang YF, Xiang QL (2007) A leaf recognition algorithm for plant classification using probabilistic neural network. In: 2007 IEEE international symposium on signal processing and information technology, IEEE, pp 11–16
Wu X, Aravecchia S, Pradalier C (2019) Design and implementation of computer vision based in-row weeding system. In: 2019 International Conference on Robotics and Automation (ICRA), IEEE, pp 4218–4224
Xiong, Y., Ge, Y., Liang, Y., & Blackmore, S. (2017). Development of a prototype robot and fast path-planning algorithm for static laser weeding. Computers and Electronics in Agriculture, 142 , 494–503.
Xu K, Shu L, Xie Q, Song M, Zhu Y, Cao W, Ni J (2023) Precision weed detection in wheat fields for agriculture 4.0: A survey of enabling technologies, methods, and research challenges. Computers and Electronics in Agriculture 212:108106
Yadav, G., Gupta, N., Sood, M., Anjum, N., & Chib, A. (2020). Infrared heating and its application in food processing. The Pharma Innovation Journal, 9 (2), 142–151.
Yamori, W., & Shikanai, T. (2016). Physiological functions of cyclic electron transport around photosystem I in sustaining photosynthesis and plant growth. Annual Review of Plant Biology, 67 , 81–106.
Zamani SA, Baleghi Y (2022) Early/late fusion structures with optimized feature selection for weed detection using visible and thermal images of paddy fields. Precision Agriculture pp 1–29
Zhang H, Byler S, Zhou W (2023a) Multiple wavelength object recognition with spectrometer in the wild for precision agriculture. In: Flat Optics: Components to Systems, Optica Publishing Group, pp JW2A–35
Zhang H, Zhong JX, Zhou W (2023b) Precision optical weed removal evaluation with laser. In: CLEO: Applications and Technology, Optica Publishing Group, pp JW2A–145
Zhang, L., Zhang, Z., Wu, C., & Sun, L. (2022). Segmentation algorithm for overlap recognition of seedling lettuce and weeds based on svm and image blocking. Computers and Electronics in Agriculture, 201 , 107284.
Zhang Y, Wang M, Zhao D, Liu C, Liu Z (2022b) Early weed identification based on deep learning: A review. Smart Agricultural Technology p 100123
Zweig, A. (1991). A thermo-mechanical model for laser ablation. Journal of Applied Physics, 70 (3), 1684–1691.
Download references
Acknowledgements
The work is supported by the following grants. USDA Southern SARE on-farm research grant, award number OS22-160. USDA Southern SARE educational and research grant, award number GS22-271. National Science Foundation I-Corps: Intelligent Hydroponics Growing Platform for Sustainable Agriculture Grant, award number: 2345854. National Science Foundation Research Initiation: Embodied and Student-Centered Robotics in the Professional Formation of Engineers grant, award number: 2306285. USDA NIFA 1890 Institution Teaching, Research, and Extension Capacity Building Grants Program (2019-38821-29152): All-in-one organic weed and crop disease management using directed energy and convolutional neural networks. USDA NIFA Evans-Allen Agricultural Research (NI191445XXXXG002): Enhanced crop production efficiency through mechanized integrated pest management strategies.
Author information
Authors and affiliations.
Department of Engineering Technology, Middle Tennessee State University, 1301 E Main St, Murfreesboro, 37132, TN, USA
Hongbo Zhang & Ken Currie
Department of Computer Science, Central State University, Parks Rd, Wilberforce, 45384, OH, USA
Department of Precision Mechanical Engineering, Shanghai University, Lab of Applied Optics and Metrology, Shanghai, 200444, China
Wenjing Zhou
You can also search for this author in PubMed Google Scholar
Corresponding author
Correspondence to Hongbo Zhang .
Ethics declarations
Conflict of interest.
The authors have no conflict of interest to declare.
Additional information
Publisher's note.
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
Reprints and permissions
About this article
Zhang, H., Cao, D., Zhou, W. et al. Laser and optical radiation weed control: a critical review. Precision Agric (2024). https://doi.org/10.1007/s11119-024-10152-x
Download citation
Accepted : 07 May 2024
Published : 26 May 2024
DOI : https://doi.org/10.1007/s11119-024-10152-x
Share this article
Anyone you share the following link with will be able to read this content:
Sorry, a shareable link is not currently available for this article.
Provided by the Springer Nature SharedIt content-sharing initiative
- Precision agriculture
- Optical weed control
- Find a journal
- Publish with us
- Track your research

‘This Is Going to Be Painful’: How a Bold A.I. Device Flopped
Humane’s Ai Pin was supposed to free people from smartphones, but sales have been slow. Now Humane is talking to HP and others about a potential sale.
Humane released the $699 Ai Pin in April. Credit... Andri Tambunan for The New York Times
Supported by
- Share full article

By Tripp Mickle and Erin Griffith
Reporting from San Francisco
- June 6, 2024
Days before gadget reviewers weighed in on the Humane Ai Pin , a futuristic wearable device powered by artificial intelligence, the founders of the company gathered their employees and encouraged them to brace themselves. The reviews might be disappointing, they warned.
Humane’s founders, Bethany Bongiorno and Imran Chaudhri, were right. In April, reviewers brutally panned the new $699 product, which Humane had marketed for a year with ads and at glitzy events like Paris Fashion Week. The Ai Pin was “ totally broken ” and had “ glaring flaws ,” some reviewers said. One declared it “ the worst product I’ve ever reviewed .”
About a week after the reviews came out, Humane started talking to HP, the computer and printer company, about selling itself for more than $1 billion, three people with knowledge of the conversations said. Other potential buyers have emerged, though talks have been casual and no formal sales process has begun.
Humane retained Tidal Partners, an investment bank, to help navigate the discussions while also managing a new funding round that would value it at $1.1 billion, three people with knowledge of the plans said.
The developments amount to a face-plant by Humane, which had positioned itself as a top contender among a wave of A.I. hardware makers. The San Francisco company had raised $240 million from powerful Silicon Valley investors, including Sam Altman, OpenAI’s chief executive, and Marc Benioff, Salesforce’s chief executive, who valued the start-up at $1 billion based on its enormous ambition and promise. Humane spent five years building a device to disrupt the smartphone — only to flounder.
As of early April, Humane had received around 10,000 orders for the Ai Pin, a small fraction of the 100,000 that it hoped to sell this year, two people familiar with its sales said. In recent months, the company has also grappled with employee departures and changed a return policy to address canceled orders . On Wednesday, it asked customers to stop using the Ai Pin charging case because of a fire risk associated with its battery.
Its setbacks are part of a pattern of stumbles across the world of generative A.I., as companies release unpolished products. Over the past two years, Google has introduced and pared back A.I. search abilities that recommended people eat rocks, Microsoft has trumpeted a Bing chatbot that hallucinated and Samsung has added A.I. features to a smartphone that were called “ excellent at times and baffling at others .”

In an interview, Ms. Bongiorno and Mr. Chaudhri, who are married, declined to comment on a possible sale or fund-raising for Humane. They said their ambitions for the Ai Pin had not changed, but they acknowledged that there was a difference between testing a device and actually using it.
“You don’t know everything before you launch,” Ms. Bongiorno said. Given the product reviews, Mr. Chaudhri said, they “definitely wish that we were able to resolve some of those things a little bit differently.”
HP didn’t respond to requests for comment.
This account of Humane is based on interviews with 23 current and former employees, advisers and investors, who requested anonymity because they were not authorized to speak publicly about the matter or feared retaliation. Bloomberg earlier reported on the start-up’s potential sale.
Many current and former employees said Mr. Chaudhri and Ms. Bongiorno preferred positivity over criticism, leading them to disregard warnings about the Ai Pin’s poor battery life and power consumption. A senior software engineer was dismissed after raising questions about the product, they said, while others left out of frustration.
Mr. Chaudhri said his company, which had 250 employees at its peak, encouraged workers to offer feedback. The departures were a natural consequence of transitioning from creating a new device to sustaining it after its release, which he said appealed to “a different type of person.”
Mr. Chaudhri and Ms. Bongiorno, who both worked at Apple, started Humane in 2019. They set out to create a lapel pin that clips to clothing with a magnet. The device gives users access to an A.I.-powered virtual assistant that can send messages, search the web or take photos. It is complemented by a laser that projects text onto the palm of a user’s hand for tasks like skipping a song while playing music. It also has a camera, a speaker and cellular service.
From the beginning, current and former employees said, the Ai Pin had issues, which reviewers later picked apart.
One was the device’s laser display, which consumed tremendous power and would cause the pin to overheat. Before showing the gadget to prospective partners and investors, Humane executives often chilled it on ice packs so it would last longer, three people familiar with the demonstrations said. Those employees said such measures could be common early in a product development cycle.
When employees expressed concerns about the heat, they said, Humane’s founders replied that software improvements reducing power use would fix it. Mr. Chaudhri, who led design, wanted to keep the gadget’s sleek design, three people said.
The device’s battery was not big enough to last long. Test units ran out of power within hours, current and former employees said. Humane decided to provide customers with a backup battery and charging case, which increased the product’s price more than $100, two employees said.
The problems contributed to Humane’s pushing back the date when it would ship the device to April from October, employees said.
Some employees tried persuading the founders not to launch the Ai Pin because it wasn’t ready, three people said. Others repeatedly asked them to hire a head of marketing. The role remained vacant before the product’s release.
In October, Time magazine named the Ai Pin one of the best inventions of 2023. The next month, Humane revealed the product’s details, promoting it in commercials .
But orders were slower than expected, three people said, leading Humane to reduce plans to produce more of the devices. Ms. Bongiorno declined to comment on sales.
In January, Humane laid off about 10 employees. A month later, a senior software engineer was let go after she questioned whether the Ai Pin would be ready by April. In a company meeting after the dismissal, Mr. Chaudhri and Ms. Bongiorno said the employee had violated policy by talking negatively about Humane, two attendees said.
Ms. Bongiorno said the company couldn’t comment on individual employees.
The founders said they had spoken with several reviewers as they evaluated the device and responded to questions about their experiences, which included concerns about the Ai Pin’s temperature and inaccurate responses to some requests.
On April 11, reviews in The New York Times , The Wall Street Journal and The Verge blasted the Ai Pin’s shortcomings. Marques Brownlee, a tech reviewer on YouTube with 19 million subscribers, headlined his review “ The Worst Product I’ve Ever Reviewed … for Now .”
After the reviews, Ms. Bongiorno said, “we pulled the team together and we said: ‘OK, look, this is going to be painful. We’re going to have to lean into painful feedback.’”
Ms. Bongiorno and Mr. Chaudhri said Humane had since worked on the device’s issues. The start-up has added more voice navigation options to the device, as well as sound effects, to make it easier to use. The updates include integrating OpenAI’s newest chatbot system, GPT-4o, and one that is set to improve battery life by 25 percent and cut the device’s response time to two seconds.
Those updates have addressed the questions raised by reviewers, the founders said. Ms. Bongiorno referred to the reviews and feedback as “a gift that we’ve been given.”
Businesses are interested in the device, she added. Within 48 hours of its launch, more than 1,000 companies — including in retail, medicine and education — reached out to discuss potentially working together or building software for the pin, Ms. Bongiorno said.
Humane also signed wireless carrier deals to expand the Ai Pin to South Korea and Japan .
Some discussions, including with HP, turned into talks about a potential sale, as well as licensing Humane’s technology, three people with knowledge of the situation said. The conversations led Mr. Chaudhri and Ms. Bongiorno to hire Tidal Partners, an investment bank that had advised Cisco on its recent $28 billion acquisition of the cybersecurity business Splunk.
Those talks have continued as Humane dealt with its discovery that a battery supplier had provided components that could pose a fire risk. On Wednesday, it asked customers to stop using their charging case accessory while it worked to find a new vendor.
Humane had enough money to release its device, people close to the company said, but was trying to raise more.
“We just want to build,” Ms. Bongiorno said.
Mr. Chaudhri added, “We have to look at how best we fund that.”
Tripp Mickle reports on Apple and Silicon Valley for The Times and is based in San Francisco. His focus on Apple includes product launches, manufacturing issues and political challenges. He also writes about trends across the tech industry, including layoffs, generative A.I. and robot taxis. More about Tripp Mickle
Erin Griffith covers tech companies, start-ups and the culture of Silicon Valley from San Francisco. More about Erin Griffith
Explore Our Coverage of Artificial Intelligence
News and Analysis
Federal regulators have reached a deal that allows them to proceed with antitrust investigations into the dominant roles that Microsoft, OpenAI and Nvidia play in the A.I. industry.
Google appears to have rolled back its new A.I. Overviews after the technology produced a litany of untruths and errors.
OpenAI said that it has begun training a new flagship A.I. model that would succeed the GPT-4 technology that drives its popular online chatbot, ChatGPT.
The Age of A.I.
After some trying years during which Mark Zuckerberg could do little right, many developers and technologists have embraced the Meta chief as their champion of “open-source” A.I.
D’Youville University in Buffalo had an A.I. robot speak at its commencement . Not everyone was happy about it.
A new program, backed by Cornell Tech, M.I.T. and U.C.L.A., helps prepare lower-income, Latina and Black female computing majors for A.I. careers.
Advertisement
IMAGES
VIDEO
COMMENTS
This thesis concerns experimental investigations of laser cutting with theoretical and practical discussions of the results. The thesis is made up of three papers which are linked in such a way ...
Beneath the centre of the laser cut, the model exhibited a gradual increase in temperature, as observed in the experiment, albeit with a difference in maximum temperature of approximately 4 °C less at a 90° cutting angle and around 7 °C at a 45° cutting angle. ... Ph.D. Thesis, The University of Manchester, Manchester, UK, 2010. [Google ...
Shrenik Sanghavi. Laser cutting is mostly a thermal process in which a focused laser beam is used to melt material in a localized area. A co-axial gas jet is used to eject the molten material from the cut and leave a clean edge. A continuous cut is produced by moving the laser beam or work piece and leave a clean edge.
Laser cutting is a manufacturing technology that uses a focused laser beam to melt,burn and vaporize materials, resulting in a high-quality cut edge. ... The goal of the thesis is to design a tool for optimizing the steel laser cutting processthrough a modeling approach. ... Specifically, in the finite element model, a laser beam was applied to ...
There is a need for multi objective optimization formulation of laser cutting operations. Other sources of noise for laser cutting operations need to be identified, modeled and optimized. A modified model can be developed by adding L 27 OA and the 10 experiments. This will result in 37 experiments.
Abstract and Figures. The present work is aimed to optimize the parameters of Laser beam cutting machining parameters of Stainless steel (316L) by considering the effect of input parameters viz ...
Forty six experiments are used to carry response surface modeling. Sharma and Yadava [18] used laser beam cutting for pre-cise cutting of Al alloy sheet metals. Four process parameters are used to optimize kerf quality (kerf width and kerf devia-tions) characteristics; these are gas pressure, pulse width, pulse. Table 2.
Laser beam machining (LBM) is a widely used thermal advance machining process capable of high accuracy machining of almost any material with complex geometries. CO 2 and Nd:YAG lasers are mostly used for industrial purposes. Drilling, cutting, grooving, turning and milling are the applications of LBM with different material removal mechanisms.
This thesis concerns experimental investigations of laser cutting with theoretical and practical discussions of the results. The thesis is made up of three papers which are linked in such a way ...
The theoretical section of the thesis covers laser theory, laser cutting processes, and design concepts. In order to choose an appropriate laser for the system, the student has studied a ... developed using CAD tools such as Creo Parametric into a comprehensive 3D model. Last but not least, the design will undergo a structural analysis to ...
Evaporative cutting by means of a laser source is utilized in several manufacturing and material processing applications. Modeling an evaporative cutting process is computationally challenging since it requires solving the heat conduction equation together with a number of considerations: the necessary conditions to produce material ...
3.1 Sheet metal cutting. The present example use case for evaluating data mining techniques on simulation data lies in the field of laser cutting. Specifically, this paper addresses the thermal separation process of fusion metal cutting. It is used for cutting large metal sheets into smaller pieces with given contours.
In the context of laser cutting, minimizing the amount of material wasted when cutting two-dimensional (2D) parts from 2D sheets is an important task. The problem of placing small irregular shaped parts onto larger sheets to produce an overlap-free arrangement is often referred to as the nesting problem or the packing problem.
The process variables were chosen by GKN Aerospace. The material of the metal sheet was HAYNES ® 282 with AMS 5951. The thickness of the metal sheet was 2,54 mm. Laser cutting of the samples was performed at Jobro Sheet Metal Thechnology AB. The cutting was performed with both argon and nitrogen as assistant gas.
Leone et. al. [8] have studied Nd-YAG laser cutting of thin CFRP sheet using multi-pass scan technique and investigated the effect of cutting speed and pulse power on kerf geometry and HAZ. Tamrin et. al. [9] have found out the optimized set of cutting parameters in laser cutting of three thermoplastics using grey relational analysis.
creating the desired cut. For this purpose, a powerful CO2 laser is still very frequently used, producing a beam with a wavelength of 10.6 m [1]. In the past, CO2 lasers were by far the most widely used devices for laser cutting. In recent years, the laser with the largest market for industry use has been the fiber laser, with a wavelength of ...
selection of the laser parameters, the entire cutting zone can be heated to temperatures between 300-500 C, desired in the machining of Ti6Al4V. Keywords:Laser heating model, hard-to-cut materials, laser scanning, laser-assisted machining, finite element model 1 Introduction Titanium alloys are widely used in aerospace and biomedical applications
This thesis is part of AFT´s laser cutting machine investment project. The client is Aikawa Fiber Technologies, Varkaus. The thesis provides client information on laser cutting, discusses differences between the CO2 and Fiber laser, the suitability of these lasers as a new cutter and a recommendation. The goal of the thesis was to work
This thesis studied the performance of fiber laser cutting mild steel. In the literature review part, it introduced the laser cutting principle and the principle of fiber laser including the newest development of fiber laser cutting technology. Because the fiber laser cutting mild steel is a very young technology, a preliminary test was made in
The structural reactions of the minimum kerf and heat-affected spheres were reversed at a laser power of 895 W and a cutting speed of 1923.44 mm/min. With 779 W of laser power and a cutting speed of 2268.65 mm/min, the Kerf was tilted with a minimum taper angle. Both options of the parameters are 100% in the task cycle.
When the laser cutting speed increases up to 35,000 mm/min and the laser power increases up to 3000 W, the kerf bottom increases but, after 3000 W laser power, then it decreases slightly. The regression model for HAZ is shown in Figure 7 c. R sq and R sq (adj) are 0.85 and 0.83, respectively.
This was the model for my Thesis project of Architecture. It was completely made in house with budget of 13k. It was one tough job because of the no of processes involved, finishing cad drawings, getting materials and getting them laser cut, then pasting …
The CO 2 laser is used to cut most thick metal materials, such as metal plates and reinforced metal plates. The CO 2 laser has a higher energy level than the others as a result of this. Normally, the cutting procedure for bigger metal plates necessitates more energy. We need to focus on the ratio between the thickness and the strength of the ...
Laser absorption spectroscopy (LAS) is a widely used technique to acquire path-integrated measurements of gas properties such as temperature and mole fraction. Although extremely useful, the application of LAS to study heterogeneous combustion environments can be challenging. For example, beam steering can be one such challenge that arises during measurements in heterogeneous combustion ...
As such, a hybrid weed control method is still needed. Unlike the laser cut method, where a decent mathematics model is available to determine the temperature, cut depth, and laser energy, the radiation-based UV light models are sparse. Mostly, only a weed-specific empirical model is available to show the possible dose required for weed control.
The Ai Pin on a display stand. Kelsey McClellan for The New York Times. The problems contributed to Humane's pushing back the date when it would ship the device to April from October, employees ...